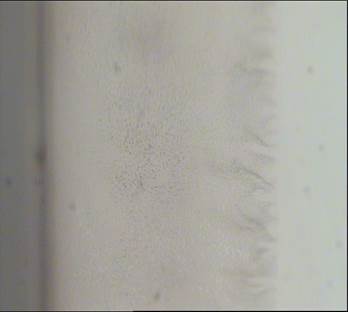
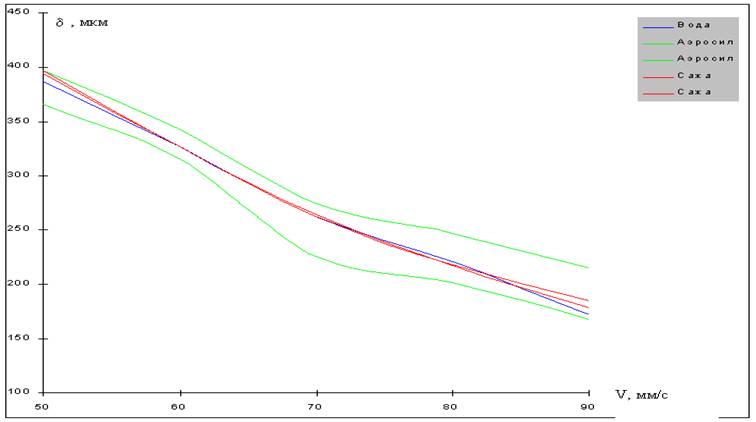
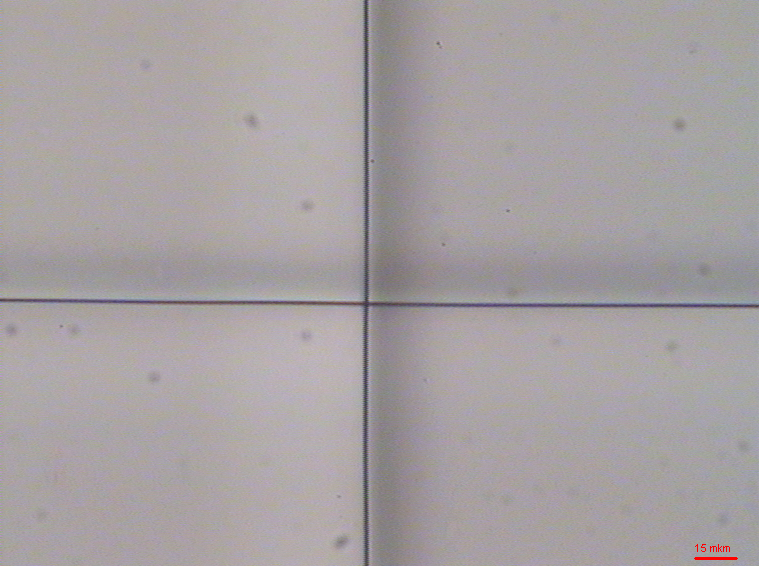
На рис.6 и 6а изображён вид микротрещины с торца и сбоку. На фотографии с боку видно распределение частиц в микротрещине. Частицы проникают в микротрещину лишь на определённую глубину, которая зависит от их размеров, поэтому видимая глубина микротрещины получается меньше, чем реальная. Чем крупнее частицы, тем менее глубоко они проникают. На рис.7 представлен график зависимостей видимой глубины микротрещины и её реальной глубины от скорости резки, для водной дисперсии аэросила и сажи. Для сравнения приведён график для чистой воды.
 |
 |
|
|
Для сажи, видимая и реальная глубины микротрещины мало различаются. Зависимость их от скорости является практически линейной, как и у воды. Несколько иная картина наблюдается при использовании дисперсии аэросила. Разница видимой и реальной глубин микротрещины получается значительной. График зависимости глубины от скорости для аэросила получается менее линейным и на скоростях выше 70 мм/с уходит вверх.
В таб.2 приведены средние значения видимой глубины микротрещин, полученных с разными хладагентами на стекле толщиной 2 мм при скорости V=140 мм/с. Наименьшая глубина получилась при использовании дисперсии органического красителя. Сажа имеет больший размер частиц, поэтому, благодаря эффекту клина, глубина микротрещины несколько увеличивается. Наибольшая видимая глубина получилась при использовании смеси аэросила и органического красителя. Это объясняется тем, что частицы красителя полностью заполняют полость микротрещины,
|
 |
|
|
Материал |
Видимая глубина δ, мкм |
|
Сажа |
199 |
|
Органический краситель |
170 |
|
Аэросил |
188 |
|
Полирит |
208 |
|
Аэросил + органический краситель |
226 |
Кроме влияния на глубину микротрещины, различные мелкодисперсные добавки сказываются и на качестве ЛУТ. Было установлено, что с ростом размера частиц увеличивается волнистость микротрещины. Этот эффект уменьшается при увеличении скорости и уменьшении расхода хладагента. Так, при резке со скоростью V=100мм/с микротрещины с органическим красителем получались относительно ровными, в то время, как на микротрещинах с сажей имелись отклонения то прямой линии до 5 мкм. При увеличении скорости до V=160 мкм, неровности на микротрещинах с сажей практически исчезали, в то время, как гладких микротрещин с дисперсией аэросила не удавалось получить на всём диапазоне скоростей.
 |
|
При резке методом ЛУТ в двух взаимно-перпендикулярных направлениях важную роль играет концентрация дисперсии. При больших значениях концентрации, микротрещина прерывается на перекрестии, или же стыки получаются неровными. Это связано скорее всего с тем, что частицы дисперсии уменьшают тепловой контакт между поверхностями стекла, лежащими по разные стороны микротрещины, создавая препятствие для микротрещины, которая развивается в перпендикулярном направлении. При слишком низких концентрациях видимость микротрещины ухудшается, а её участки, подвергающиеся нагреву лазерным пучком при резке в поперечном направлении, спекаются. Наилучшее качество при резке в двух перпендикулярных направлениях, а также обеспечение визуализации микротрещин, удалось получить при использовании 10% дисперсии сажи (рис.8).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.