ВВЕДЕНИЕ
Техническое состояние локомотивов в процессе эксплуатации изменяется. Оно ухудшается вследствие изнашивания деталей и механизмов, нарушения регулировок, ослабления креплений, поломок и других неисправностей.
Ресурс надежности, заложенный в конструкции локомотива при проектировании и постройке, постепенно расходуется, и при его значении ниже определенного уровня, может произойди порча (отказ) локомотива, что может стать причиной аварии, чаще нарушения графика движения поездов, перерасхода топлива, остановки на железнодорожном участке и др.
Для предупреждения этих недопустимых явлений создана и функционирует система технического обслуживания (ТО) и ремонта (ТР). Система ТО и ТР включает комплекс работ для поддержания и восстановления исправности или только работоспособности локомотива.
Курс «Технология ремонта тепловозов» является одним из завершающих этапов в подготовке инженеров по специальности «Тепловозы». Программой предусмотрено выполнение курсового проекта по технологии и процессу ремонта одного из узлов тепловоза. В данном курсовом проекте это букса, используемая в основном на тепловозах серии ТЭ10.
В первой части проекта приведены условия работы буксы на тепловозе, возникающие при этом неисправности, их причины и способы предупреждения.
Во второй части отражена технология ремонта буксы в объеме КР-2 с заполнением сопутствующих документов. Организация рабочего места и техника безопасности при ремонте отражена в отдельном пункте.
В третьей части проекта осуществляется расчет специального оборудования, применяемого при ремонте а также себестоимость производства ремонта буксы.
Графическая часть проекта выполняется на формате А1.
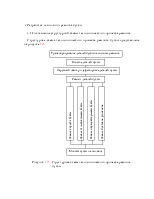
Перечень наиболее часто встречающихся или возможных неисправностей и методы их устранения приведены в таблице 1.
Таблице 1 - Перечень наиболее часто встречающихся или возможных неисправностей и методы их устранения
|
Возможные неисправности |
Способы ремонта |
Технические условия на отремонтированные детали, узлы, агрегаты |
|
Ослабление посадки подшипника на шейке оси: при безвтулочной посадке
подшипника и диаметре шейки оси |
Натяг восстановить цинкованием отверстия внутреннего кольца подшипника Используется старая закрепительная втулка |
Ослабление посадки подшипника не допускается; натяг 0,030-0,065 мм. |
|
Задир шейки оси при втулочной посадке подшипника |
Шейку оси перешлифовать с постановкой ремонтной закрепительной втулки |
Диаметр шейки оси менее |
|
Задир шейки оси при безвтулочной посадке подшипников |
Шейку оси перешлифовать с постановкой внутреннего кольца подшипника с ремонтным размером |
Диаметр шейки оси менее |
|
Конусность, овальность или биение шейки оси более 0,03 мм |
Шейку оси перешлифовать в пределах допуска или на следующую ремонтную градацию |
Конусность, овальность или биение шейки оси более 0,03 мм не допускается |
|
Уменьшение или увеличение радиуса галтели шейки оси более чем на 0,5 мм |
То же |
Уменьшение или увеличение радиуса галтели шейки оси более чем на 0,5 мм не допускается |
|
Диаметр предподступичной части оси менее 197 мм |
Предподступичную часть оси перешлифовать на следующую ремонтную градацию |
Диаметр предподступичной части оси должен соответствовать градационным размерам |
|
Овальность или конусность предподступичной части оси более |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.