1 РАСЧЕТ ФОНДОВ РАБОЧЕГО ВРЕМЕНИ
Различают календарный, номинальный и эффективный фонды рабочего времени.
Календарный фонд рабочего времени устанавливается на основании Трудового Кодекса Министерством труда и статистики Республики Беларусь для различных режимов работы предприятия и публикуется в печати в виде производственного календаря.
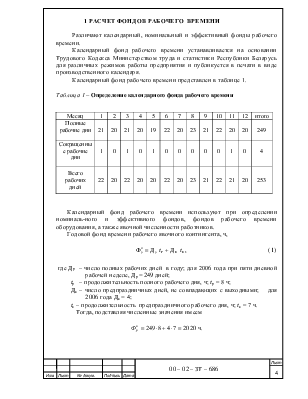
Календарный фонд рабочего времени представлен в таблице 1.
Таблица 1 - Определение календарного фонда рабочего времени
|
Месяц |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
итого |
|
Полные рабочие дни |
21 |
20 |
21 |
20 |
19 |
22 |
20 |
23 |
21 |
22 |
20 |
20 |
249 |
|
Сокращенные рабочие дни |
1 |
0 |
1 |
0 |
1 |
0 |
0 |
0 |
0 |
0 |
1 |
0 |
4 |
|
Всего рабочих дней |
22 |
20 |
22 |
20 |
20 |
22 |
20 |
23 |
21 |
22 |
21 |
20 |
253 |
Календарный фонд рабочего времени используют при определении номиналь-ного и эффективного фондов, фондов рабочего времени оборудования, а также явочной численности работников.
Годовой фонд времени рабочего явочного контингента, ч,
![]() (1)
(1)
где Др – число полных рабочих дней в году; для 2006 года при пяти дневной рабочей неделе, Др = 249 дней;
tр – продолжительность полного рабочего дня, ч; tр = 8 ч;
Дп – число предпраздничных дней, не совпадающих с выходными; для 2006 года Дп = 4;
tп – продолжительность предпраздничного рабочего дня, ч; tп = 7 ч.
Тогда, подставляя численные значения имеем
![]() ч.
ч.
Эффективный фонд рабочего времени используют при определении списочной численности работников.
Годовой фонд времени рабочего списочного контингента, ч,
![]() (2)
(2)
где До – продолжительность отпуска; До = 25 дней;
aр – коэффициент, учитывающий невыходы на работу из-за болезни работника, выполнения государственных и общественных обязанностей и др.; aр = 0,95-0,97 [1], принимаем αр = 0,96.
Тогда, подставляя численные значения получаем
![]() ч.
ч.
Годовой фонд рабочего времени оборудования цеха, ч,
![]() (3)
(3)
где Si – число смен работы оборудования, Si = 2;
aобi – коэффициент, учитывающий простой оборудования в плановом ремонте в зависимости от числа смен работы оборудования, принимаем aобi = 0,97.
Тогда, подставляя численные значения, имеем
![]() ч.
ч.
2 РАСЧЕТ ОСНОВНЫХ ПАРАМЕТРОВ ПРОИЗВОДСТВЕННОГО
ПРОЦЕССА
Основным параметром производственного процесса является такт выпуска – интервал времени, через который периодически производиться выпуск изделий или заготовок, определенных наименований, типоразмера и исполнения.
Т , (8)
, (8)
где n – число однотипных сборочных единиц в секции; принимаем
n = 6;
П – годовой объем выпуска.
Тогда, подставляя численные значения получаем
Т![]()
Годовой объем выпуска
Во всех дальнейших расчетах будем оперировать величиной годового объема выпуска, равной П' = 800 секций.
Ритм выпуска – количество изделий определенных наименований типоразмеров и исполнений, выпускаемых в единицу времени.
Ритм выпуска
 .
(9)
.
(9)
Тогда, подставляя численные значения, получаем

Число позиций поточной линии
где ТЦ – величина производственного цикла ремонта секций (простой в ремонте), ТЦ = 48 ч.
3 РАЗРАБОТКА СЕТЕВОГО ГРАФИКА ПРОЦЕССА РЕМОНТА ОСНОВНОЙ ПРОДУКЦИИ ЦЕХА И КОРРЕКТИРОВКА ЕГО НА РИТМИЧНОЙ ОСНОВЕ
Составим определитель ремонтных работ сетевого графика технологического процесса ремонта колесной пары тепловоза 2ТЭ10М, который представлен в таблице 1.
Таблица 2 – Определитель ремонтных работ сетевого графика
|
Шифр работ |
Наименование работ |
Трудо-емкость, чел.ч |
Кол-во рабочих, чел |
Продолжительность работ, ч. |
|
1 |
2 |
3 |
4 |
5 |
|
0-1 |
Обмыть колесную пару в моечной машине |
0,36 |
1 |
0,36 |
|
0-2 |
Отрезка и зацентровка оси |
2,8 |
1 |
2,8 |
|
1-3 |
Разобрать буксовые узлы и зубчатое колесо, снять приводную шестерню масляного насоса |
1,46 |
1 |
1,46 |
|
2-4 |
Черновая обточка оси |
2,3 |
1 |
2,3 |
|
3-5 |
Проверить ось и зубчатое колесо магнитным и ультразвуковым дефектоскопом |
0,22 |
1 |
0,22 |
|
3-7 |
Обмыть детали буксового узла |
0,92 |
1 |
0,92 |
|
3-8 |
Обмывка роликоподшипников |
0,25 |
1 |
0,25 |
|
4-6 |
Чистовая обточка оси |
3,9 |
1 |
3,9 |
|
5-9 |
Снять болты зубчатого колеса |
0,22 |
1 |
0,22 |
|
5-18 |
Фиктивная работа |
0 |
0 |
0 |
|
6-10 |
Приточка оси по центрам |
0,54 |
1 |
0,54 |
|
7-32 |
Ремонт буксы и деталей буксового узла |
3,7 |
1 |
3,7 |
|
8-32 |
Восстановление и сборка роликоподшипников |
2,6 |
1 |
2,6 |
|
9-11 |
Вырезать укрепляющее кольцо, снять бандажи и шестерню |
0,76 |
1 |
0,76 |
|
10-12 |
Проверка оси магнитным дефектоскопом |
0,1 |
1 |
0,1 |
|
11-13 |
Расспрессовать колесную пару |
1,00 |
1 |
1,00 |
|
12-13 |
Сверловка отверстий в торцах оси |
0,45 |
1 |
0,45 |
|
13-14 |
Зачистка центров колесной пары |
1,2 |
1 |
1,2 |
|
14-15 |
Обточка шеек оси |
1,01 |
1 |
1,15 |
|
15-16 |
Напрессовать правый колесный центр тепловым способом |
0,428 |
1 |
0,428 |
|
16-17 |
Нагрев и насадка на ось зубчатого колеса |
0,6 |
1 |
0,6 |
|
17-18 |
Напрессовать левый колесный центр тепловым способом |
0,428 |
1 |
0,428 |
|
18-19 |
Магнитная дефектоскопия элементов колесной пары |
0,1 |
1 |
0,1 |
|
19-20 |
Проверить обода центров колесной пары |
0,6 |
1 |
0,6 |
|
20-21 |
Приточить бандажи по ободам центров |
1,5 |
1 |
1,5 |
|
21-22 |
Насадить бандажи на обода центров |
0,43 |
1 |
0,43 |
|
22-23 |
Завальцевать стопорное колесо на прессе |
0,58 |
1 |
0,58 |
|
23-24 |
Приточить пальцы полого вала и центры |
0,40 |
1 |
0,40 |
|
24-25 |
Поставить пальцы полого вала и центров |
0,41 |
1 |
0,41 |
|
24-25 |
Опробовать ось на сдвиг |
0,16 |
1 |
0,16 |
|
25-26 |
Обточить бандажи на колесно-токарном станке |
0,76 |
1 |
0,76 |
|
26-27 |
Сдача колесной пары ОТК |
1,00 |
1 |
1,00 |
|
27-28 |
Собрать буксы на шейке оси колесной пары |
2,00 |
1 |
2,00 |
|
28-29 |
Установить приводную шестерню масляного насоса |
0,16 |
1 |
0,16 |
|
29-30 |
Сдать колесную пару ОТК |
0,25 |
1 |
0,25 |
|
30-31 |
Окрасить колесную пару |
0,25 |
0,25 |
|
На основании данных таблицы 2 произведем построение сетевого графика и графика загрузки рабочих, представленных на рисунке 1.
4 РАСЧЕТ НЕОБХОДИМОГО ОБОРУДОВАНИЯ
Ведется отдельно по каждому его наименованию
где – загрузка оборудования i – го типа на ремонтируемую секцию тепловоза по заданному цеху, агрегато·ч/секция.
Оборудование, на которое нет норм загрузки, принимается из расчета и условий технологической необходимости и комплектности. Оборудование колесного цеха представлено в таблице 3.
Таблица 3 – Ведомость оборудования колесного цеха
|
Наименование оборудования |
Техническая характеристика |
Прводная мощность |
Количество |
Норма на ремонт секции, агр.ч/сек |
|
1 |
2 |
3 |
4 |
5 |
|
Толкатель для остановки, подъема и подачи колесной пары на следующую позицию |
Пневматический |
3 |
||
|
Подъемник колесных пар |
Грузоподъемность 5т |
1 |
||
|
Круг поворотный на 90º с выталкивающим механизмом |
Грузоподъемность 3,5т |
2 |
||
|
Накопитель трехпозиционный |
С тремя толкателями, усилие толкания 7 кН |
1 |
||
|
Машина для обмывки колесных пар |
Производительность 6шт/ч |
5 |
2 |
|
|
Круг поворотный на 180º с выталкивающим механизмом для колесных пар |
Грузоподъемность 3,5т |
2 |
||
|
Подвеска инструмента с противовесом |
Грузоподъемность 5кг |
2 |
||
|
Гайковерт ручной пневматический, ударный, реверсивный, прямой |
Диаметр резьбы 24 мм |
1 |
||
|
Нагреватель индукционный |
Ток 35 А |
3,8 |
1 |
|
|
Накопитель однопозиционный |
С одним толкателем, усилие толкания 7 кН |
1 |
Продолжение таблицы 3
|
1 |
2 |
3 |
4 |
5 |
|
Кран консольный свободностоящий с ломающейся стрелой |
Гузоподьемность 0,25 т, вылет стрелы 4 м |
1 |
||
|
Лоток для подшипников |
Металлический длина 9 м |
1 |
||
|
Стенд разборки букс |
Производительность 6 букс/ч |
1 |
||
|
Насосная станция к стенду |
1 |
|||
|
Машина для мойки букс |
Производительность 6 букс/ч |
1 |
||
|
Бак вакуумный к центробежному насосу |
Вместимость 0,4 м3 |
2 |
||
|
Накопитель колесных пар пятипозиционный |
С пятью толкателями, усилие толкания 7,18 кН |
2 |
||
|
Стенд дефектоскопии колесных пар |
Производительность 10-15шт./ч |
2,5 |
1 |
|
|
Устройство для спуска колесных пар |
Опуск на отметку +50 |
1 |
||
|
Теплообменник |
Производительность 80 - 240 т/ч, давление воды - 0,12 МПа |
2 |
||
|
Насос центробежный, консольный |
Подача 65- 100 м3/ч |
55 |
2 |
|
|
Стеллаж для съема задних крышек |
2,0 х 1,2 х 1,0 |
1 |
||
|
Стеллаж для разборки осевых упоров |
2,0 х 1,0 х 1,0 |
1 |
||
|
Установка отстойников |
Объем каждого отстойника – 26 м3, число отстойников 2, Обмывочные жидкости — водный раствор каустической соды с концентрацией 50 г/л и воды |
1 |
Продолжение таблицы 3
|
1 |
2 |
3 |
4 |
5 |
|
Раствор насос |
Подача 2 м3/ч |
2,2 |
1 |
|
|
Насос центробежный грунтовый |
Подача 110 м3/ч |
45 |
1 |
|
|
Машина шлифовальная |
Диаметр шлифовального круга 63 мм |
1 |
||
|
Станок вертикально-сверлильный с плавающим сверлом |
Диаметр сверления 35 мм |
4 |
1 |
|
|
Стеллаж для ремонта букс |
Металлический 3,6 х 0,8 х 0,8 |
4 |
||
|
Станок продольно-фрезерный |
Двухстоечный, размер рабочей поверхности стола 0,6 х 0,6 |
22 |
1 |
|
|
Станок продольно-фрезерный |
Двухстоечный, размер рабочей поверхности стола 0,63 х 2,0 |
1 |
||
|
Станок горизонтально-расточной с не подвижной передней стойкой, поворотным столом, усиленным шпинделем |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.