Что же касается резцов, оснащенных твердосплавными вставками ступенчатой формы, которые в последние годы получают все большее распространение, то их расход в зависимости от абразивности пород меньше, чем резцов с цилиндрическими вставками: при a < 6–8 мг – на 30…35%, при 8 < a < 12 мг – на 20…25% и при 12 < a < 18 мг на – 5…10%.
Окончательно можно сделать вывод о том, что при эксплуатации резцов образуются три основных вида износа режущей части, обусловленные разной интенсивностью изнашивания головок державок и твердосплавных вставок, зависящей от абразивных и прочностных свойств разрушаемой среды, соотношения шага резания и толщины стружки, скорости резания, физико-технических свойств твердосплавной вставки и головки державки и их параметров, условий внешней среды (наличие средств естественного охлаждения). В качестве критериев износа рекомендуется: высота износа головки державки вдоль образующей твердосплавной вставки ∆д и высота износа твердосплавной вставки по ее оси ∆в. Используя соотношение критериев ∆д и ∆в, можно дать ориентировочную количественную оценку граничных условий разных форм износа поворотных резцов: при первой форме – ∆в/∆д < 0,05, при второй – 0,05 < ∆в/∆д < 0,95, при третьей – ∆в/∆д > 0,95.

Рис. 5.8. Выкрашивание вершины режущей вставки
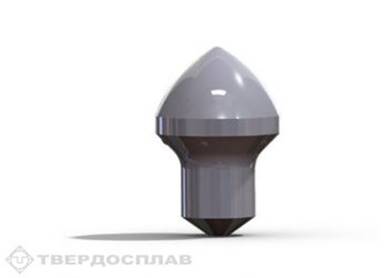
Эксплуатация вставок показала, что твердосплавные вставки с заостренной формой передней грани имеют существенный недостаток. Вершина вставки представляет собой ничто иное, как мощный концентратор напряжений, который провоцирует ее выкрашивание (рис. 5.8. Поэтому применение “тупых” вставок, имеющих радиус скругления ее вершины – перспективное направление совершенствования ТПР.
Анализ первой формы износа (рис. 5.7, а) свидетельствует о недопустимо большой разнице между твердостью вставки и твердостью головной части поворотных резцов. При большой глубине резания, а это неизбежно при разрушении пород небольшой прочности и абразивности, интенсивно изнашивается материал именно головной части резцов. В этом отношении объяснимо стремление конструкторов “защитить” ее от износа. Из рис. 8.14 видно, что из существующих в настоящее время твердосплавные вставки ТПР грибковой формы (рис. 5.9) имеют более широкую переднюю поверхность. Именно эта расширенная часть вставки, так называемая шляпка, защищает как паяную поверхность, так и головную часть резца. Даже при первой форме износа вероятность вылома такой вставки при абразивном износе материала головной части существенно уменьшается. Вставки грибковой формы уменьшают износ, но не всегда обеспечивают достижение главной цели – эффекта равномерного самозатачивания ТПР.
|
|
|
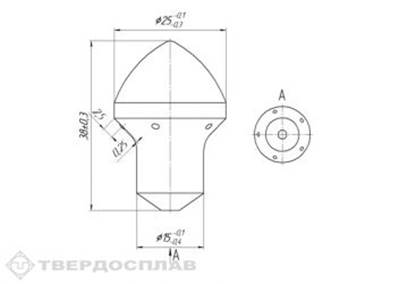
форма К2880/25К-38
|
|
|
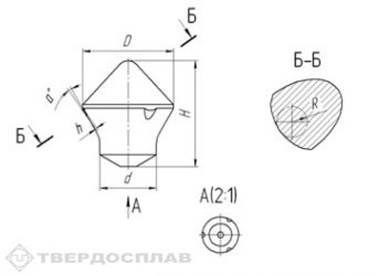
форма 2880
|
|
|
форма К2804
Рис. 5.9. Формы твердосплавных вставок ТПР [tverdosplav.ru]
5.2.2. Результаты промышленных испытаний тангенциальных поворотных резцов
В период 2005–2006 гг. в шахтах Воркуты были проведены промышленные испытания опытных партий тангенциальных поворотных резцов производства ООО “Горный инструмент”.
Цель производственных испытаний: определение удельного расхода резцов, выявление причин отказов и интенсивности износа корпуса и армировки, целесообразности постановки на серийное производство.
70/16SK
Испытания резцов PIII32-70/16SK проходили в шахте “Заполярная” ОАО “Воркутауголь” в период 15.10.2005-09.02.2006г. на очистном комбайне К-500Ю при отработке лавы 834-ю пласта “Тройной” мощностью 3,08 м.
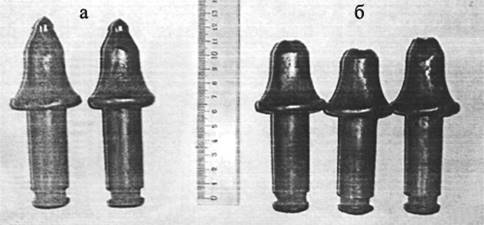
Рис. 5.10. Резцы после снятия со шнека комбайна

Рис. 5.11. Износ резца РШ32-70/16SK: оторвана вставка и изношена
головка резца

Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.