Министерство образования Российской Федерации
Комсомольский-на-Амуре государственный
Технический университет
Кафедра технологии сварочного производства
СВАРКА ДАВЛЕНИЕМ
Методические указания
К выполнению лабораторных работ 1 - 3
по специальности 150202
Комсомольск-на-Амуре 2005
УДК 621.791.
Сварка давлением: Методические указания к выполнению лабораторных работ 1 – 3/Сост. М. В. . – Комсомольск-на Амуре: ГОУВПО «КнАГТУ», 2005 – 10с.
Даются рекомендации по самостоятельной подготовке к работе, излагается методика проведения лабораторных работ.
Методические указания рекомендуется для студентов специальности 150202 дневной формы обучения.
Печатается по постоановлению редакционно-издательского совета ГОУВПО «КнАГТУ».
Согласовано с отделом стандартизации.
Рецензент
Редактор:
Пописано в печать
Формат 60 x 84 1/16. Бум. тип. № 3. Печать офсетная. Усл. печ. л. 1,63.
Уч.-изд. Л. 1,55. Тираж 50. Заказ . Бесплатно.
Редакционно-издательский отдел ГОУВПО «Комсомольский-на-Амуре государственный технический университет»
681013, Комсомольск-наАмуре, пр. Ленина,27.
Полиграфическая лаборатория ГОУВПО «Комсомольский-на-Амуре государственный технический университет»
681013, Комсомольск-наАмуре, пр. Ленина,27.
Лабораторная работа № 1
ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ЭМПИРИЧЕСКИХ ЗАВИСИМОСТЕЙ МЕТОДОМ «ТЕХНОЛОГИЧЕСКАЯ ПРОБА»
Цель работы: изучить устройство контактной точечной машины и правила ее эксплуатации по инструкции завода-поставщика, а также правила техники безопасности при работе на машинах при контактной сварке; получить допуск к работе на машине, произвести сварку и проверить справедливость неравенства
πdтS < πdт2.
1.1 Основные сведения
Известно свойство машин контактной сварки с течением времени изменять сопротивление вторичного контура из-за естественного охлаждения переходных контактов и после регламентных работ с ними.
Сварочный ток и время сварки, однажды отработанные для сварки изделия с заданным диаметром, сварной точки (dт), могут оказаться недостаточными и поэтому потребуют периодической корректировки. Для корректировки режима сварки с целью получения заданного dт широко применяется метод испытания прочности сварной точки под названием «технологическая проба на скручивание». Этот метод используется для толщины (S) свариваемого металла от 0,3 до 2 мм.
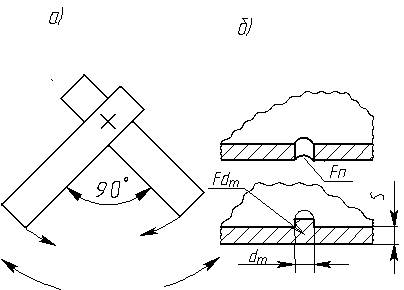
Для испытания берут две пластинки испытываемого металла размером S × 30 × 150 мм, и сваривают их концами на одну точку внахлест. При этом вторая пара концов разводится под углом 90 0 (рис 1.1, а). После сварки точка разрушается, для этого достаточно с некоторым усилием выполнить вращательные движения разведенными концами пластин в плоскости до среза точки.
![]()
![]() Рисунок
1.1 Прием «Технологическая проба на скручивание»
Рисунок
1.1 Прием «Технологическая проба на скручивание»
При этом возможны три варианта разрушения: непровар, сквозной срез, срез с вырывом ядра точки из одной пластины. Сквозной срез обычно происходит на толщинах 0,3 – 1,5 мм, если соблюдается следующее неравенство (рис. 1.1, б):
Fn < Fdт или
(πdт ·
S) < ![]() .
.
Принято считать, что соблюдение этого неравенства обеспечивает статическую равнопрочность одноточечного сварного соединения.
Конструкторы в зависимости от свариваемых толщин задают диаметр ядра, руководствуясь ГОСТ 15878 – 79 (табл. 1.1).
Таблица 1.1 Зависимость диаметра ядра от толщины листа
|
Толщина листа S, мм |
Диаметр ядра dт, не менее, мм |
Толщина листа S, мм |
Диаметр ядра dт, не менее, мм |
|
0,3 |
2,5 |
2,7 – 3,2 |
9,0 |
|
0,8 – 1,0 |
4,0 |
3,7 – 4,2 |
12,0 |
|
1,8 – 2,2 |
7,0 |
4,7 – 5,2 |
14,0 |
Различные литературные источники рекомендуют определить размеры диаметра ядра сварной точки по следующим эмпирическим зависимостям, мм.
dт = 2S + 3, dт = 4S, dт = 1,75 + 2,5S (1.1)
Целью настоящей работы является проверки справедливости неравенства:
πdтS < ![]() (1.2)
(1.2)
для получения сквозного вырыва, если диаметр точки назначается по формуле (1.1). Определить формулу, дающую более точные результаты, сравнивая их с установленными по ГОСТ 15878 – 79.
1.2 Порядок проведения работы
1.2.1 Измерить толщину пластины (S) и по формулам (1.1) назначить три диаметра ядра сварной точки (dт).
1.2.2 Подобрать режим сварки, обеспечивающий получение сварной точки каждого из трех размеров.
1.2.3 Используя прием «Технологическая проба на скручивание», произвести сварку и разрушение образцов для трех диаметров ядра (dт).
1.2.4 Измерить каждый из полученных dт и, подставляя их значение в неравенство (1.2), проверить справедливость этого неравенства для сквозного вырыва.
1.2.5 Сравнить полученные dт со сварными точками, устанавливаемыми по ГОСТ 15878 – 79 и определить, какая из трех эмпирических зависимостей точнее соответствует стандарту.
1.2.6 Результаты измерений и расчетов занести в таблицу 1.2
Таблица 1.2 Результаты измерения и характер разрушения пробы
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




