
26. Определение длительности производственного цикла в единичном производстве.
Расчет длит. производств. цикла изгот. машины начин. с разработки графика длительности произв-го цикла сборки изд. — узловой, агрегатной и общей.
Длит. технолог. цикла, т. е. времени непосредств. сборки изд.:
![]()
где Кр — кол-во рабочих, одноврем. занятых на сборке.
Как видно, цикл сборки в конечн. счете опред. ее трудоемк. и кол-м одновременно занятых ею рабочих, чем их больше, тем меньше длительн.. Однако число рабочих не м.б. чрезмерно большим, оно может расти лишь до определ. предела, после кот. из-за недостаточ. фронта работ возник. простои и длит-ть цикла сборки не снижается. Т. о., при сборке каждого изд. сущ. оптим. фронт работ, при кот. достигается полная нагрузка рабочих. Он равен числу рабочих-сборщиков, занят. на выполн. операции с наименьшим фронтом работ.
Если весь сбор. процесс раздел. на ряд отд. операц. и выполн. каждой из них поручить спец. сбороч. бригаде в оптим. составе, то как общая трудоемк. сборки, так и общ. кол-во рабочих изменятся. Закрепл. бригад за определ. операц. обесп. их специализ. и будет способств. сниж. трудоемкости, а увелич. числа рабочих на выполн. отдельных операц. против операции с миним. фронтом работ позв. вып-ть их в более короткий срок, что в конечном счете обеспеч. сниж. общей длит. цикла сборки изделия.
С учетом организ. бригадной сборки по отдельным операциям длит-ть техноло. цикла составит:
![]()
где Ко — количество бригад по выполнению операций по сборке изделий.
Длит-ть цикла сборки может быть значит. сокращ. при организ. параллельного (независимо друг от друга) выполн. сбороч. операц.
В этом случае общая длит-ть цикла сборки
![]()
где max Tnp— макс. длит-ть цикла сборки из операций, выполн. параллельно;
К о — общее кол-во операц. сборки; Кп — кол-во операц. выполн. параллельно;
32. Контроль и регулирование количества и качества в непрерывно-естественных и непрерывно-искусственных процессах.
К непрер.-естеств. можно отнести все аппаратур. процессы, где превращ. исход. сырья в продукт осуществл. внутри замкнутых аппаратов под воздейств. физико-хим. реакц., протек. без непосредств. воздействия орудий труда и вмешат. чел-ка, Характерн. особ. таких проц. сост. в том, что преобраз. ресурсов в продукц. опред-ся парам. входа. Так, качество и кол-во выплавл. чугуна доменной печью определ. размера зависит от кол-ва и кач-ва загруж. руды, кокса, флюсов, давл. и темп. дутья и т.д. Следов., основн. метод. поддерж. такой системы в равновес. явл. регулир. поступл. матер. на входе. Поэтому методом регулир. показат. и параметр. процесса является компенсация возмущений (помех) его протеканию. Его суть — установл. колич. зависим. между величиной возмущ. и конеч. результатов на выходе.
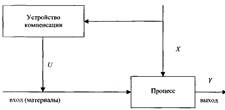
Схема регулир.я непрерывно-естественного процесса.
Y— регулир. величина (количество, качество);
X— возмущающее воздействие;
U— управляющ. (регулирующ.) воздействие.
U==f{(X)
Управляющ. возд-ие принимает форму команд на исполнит. механизмы, обеспеч. ↑ (↓) подачи ресурсов в процесс. В ряде случаев (при руч. регулир.) это воздейст. может подав. в виде устн. и письмен. команд персоналу, приводящ. в действие машины.
Непрер.-искусств. проц. — это проц. создан. челом из совокуп. прерывных частич. проц., каждый из кот. вып-т функции либо по изгот. отд. частички продукта, либо отдельн. опер. и м.б. отделен в простр-ве и во времени от других элем.. Примером такого процесса может служить непрер.-поточ. произв. машин и их частей (автомоб., электродвиг. и др.).
По характ. преобраз. ресурсов в продукц. процессы можно подразд. на проц., где исход. материал подверг. непосредств. воздействию орудий труда для измен. его исход. и получения новых (по форме, размерам, структуре и др.) свойств, и процессы, где предмет труда измен. свое лишь пространств. располож., соединяясь с другими входящ. в процесс элем.. Первый — это получ. заготовок деталей или их обработка, второй — их сборка в гот. изд.
Характерн. для проц. обраб. явл. наличие на входе одного предмета труда. Контроль и регулир. кол-ва в этом случае осущ. на входе, т.е. наблюд. за подачей предм. труда на первую операц. Управл. воздействие на кач-во приним. форму команд работникам или исполнит. мех-м, которые обеспеч. обраб. предметов по формам, размерам, внутрен. свойствам в пределах заданных технич. документами.
В непр. сбор. процессах число входов предметов равно числу операций, а выход один. Причем на каждой из операц. может задаваться неск. предметов труда. В проц. такого вида возмущения на кол-во действ. на вход на кажд. операции. При этом задержка подачи матер. ресурсов (готовых деталей, узлов) на любой из них влечет за собою остановку (перерыв) совокуп. проц. в целом. Поэтому основн. методом поддерж. процесса в равновесии, т.е. обеспечения его непрерывн. явл. компенсация возмущ., что достигается устройством накопителей заделов перед входом каждой операции, играющ. роль буферных емкостей.
33. Контроль и регулирование количества и качества в прерывных периодических прерывных одноразовых процессах.
Прерыв. периодич. проц. имеют место в сер. произв., где предметы труда на данной операц. обраб. партиями, после чего перед. на следующ., а в это время на этой же опер. прист. к обраб. партии друг. дет.. При этом процесс обраб. конкр. детали прерыв. как на опер. (в ожид. оконч. изгот.я партии), так и между операц. (на время передачи партии и ожид. начала обраб.). Характ. для этих проц. явл. черед. обраб. одних и тех же предм. в зад. последов. через опред. более или менее длит. период времени. Устойч. равновес. произв. сист. достиг. в том случае, если весь комплекс работ и операц. внутри цикла выполн. в установл. время и в заданном объеме.
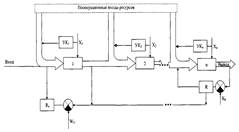
Схема контроля и регулир. кол-ва и кач. в непр.-искусств. проц.
Xi, X2. Х„ — возмущ. воздейств. и устр. компенс. по операц.; RK, R — соотв. регуляторы колич. и кач. по отклонениям; Wo, Хоп — задан. состояния кач. и количества.
Контроль за началом и окончанием операций на каждом рабочем месте одноврем. явл. и контролем кол-ва. Однако строгое соблюд. периодич. процесса обеспечит выпуск продукц. в зад. объеме лишь в том случае, если в произв. каждый раз запуск. предметы заранее обусловл., стандартн. кол-ве, т. е., в объеме норматив. партии. Поэт. контроль кол-ва в прерыв. периодич. процессе в первую очередь сводится к наблюд. за соблюд.м размеров партий и периодичн. их запуска-выпуска в простр. и во времени.
Поскольку одинак. детали в процессе обраб. партиями, то контроль размера партий осущ. лишь на первой операции, т.е. однократно. При дальнейш. прохожд. партии деталей в процессе контроль за кол-вом превращ. в наблюд. за сроками запуска-выпуска по кажд. операции.
Прерыв. однораз. процессы имеют место при вып. продукц. в единич. экземплярах. В этом случае изготовл. отдельн. ее частей в простр. и во времени не повтор. Из-за множества различ. элементов (изделия различ. по своим формам и размерам, а главное по трудоемк.) установить наблюд. за обраб. кажд. из них не представл. возмож. Поэт. выдел. так наз. ведущие элементы (детали, узлы), кот. и явл. предметам контроля за сроками и кач. их изготовл. К ним привязыв. прохожд. по подраздел. предпр. и более мелких, второстеп. деталей.
В услов. прерыв. однораз. произв. из-за большого разнообр. и нерегуляр. изготовл. предметов, наряду с наблюд. за прохожд. ведущих деталей больш. знач. имеет обеспеч. равномер. использ. средств труда. Это в свою очередь предпол. подбор и комплект. работ на каждый дробный плановый промежут. врем. (неделю, сутки, смену) на кажд. един. оборуд. в более и менее одинак. размере. Поэт. контроль и регулир. кол-ва в этом случае дополн. наблюд. за загрузкой оборуд. и в первую очередь ведущ., уник-го и дефиц-го. Контроль и регул. кач. здесь вкл. проверку не только предмета после кажд. операц., но и по переходам, т.е. по элементам операции
34. Организация диспетчирования на предприятии
Общезавод. диспетч. службу возглав. главный диспетчер завода, явл. первым замначальника произв. предприятия. Работу по непосредств. диспетчир. производства по заводу осущ. сменные дежурные диспетчеры завода. На основе инф. диспетч. служба (состоящая обычно из сменного диспетчера и одного-двух операторов) осущ. контроль за движением заготовок, деталей и сбор. единиц между цехами, состоянием межцеховых заделов и ведет графики выполн. план. заданий.
Работу по производств. диспетч-ю в цехе возгл. старший диспетчер, явл. зам. начальника ПДБ. Работу по оперативному контролю и рег-ю произв. в смене осущ. сменный диспетчер, явл. оперативным руководителем своей смены. В оперативном отношении в дневную смену диспетчер подчинен нач. цеха, в ночную— нач. смены. В части оперативного рег-я произв. и продвижения заготовок, деталей и узлов, наход. под общезаводским наблюдением, он одновременно подчинен и диспетчеру завода.
Контроль и регулир. произв-го процесса на производств. участках осущ. распределители (диспетчеры) участка, а при их отсутствии — мастера.
Осн. объектами контроля и регулир. произв. явл.: обеспеченность подразделений завода всем необход. для их работы и соблюдение КПН и предписаний планов-графиков. Кроме того, диспетч. аппарат осущ. контроль за выпол-м текущих распоряж., отданных линейным руководством завода и отдельных цехов.
В связи с тем, что содержание и характер КПН в производствах разных типах различен, состав объектов контроля и регулир. контролируется.
В серийном производстве в первую очередь контролир. сроки запуска-выпуска партий заготовок, деталей узлов, состояние цикловых и складских заделов.
В массовом — контроль установл. ритма работы поточ. линий, периода их оборота, очередн. и сроков смены объектов производства, состояние линейных и межлин. заделов.
В единичном — контроль запуска-выпуска ведущ. деталей, сроков выполн. работ по узлов. сборке, контроль хода технич. и оператив. подгот. произ-ва по отдельным заказам.
Во всех типах производства объектом текущего контроля и регулир. явл. матер-я обеспеч. цехов и участков, а также контроль за своеврем. перемещ. предметов труда с операции на операцию, с участка на участок
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.