Таким образом, пороговый поток меняется с длительностью импульса как t-1/2 а пороговая энергия Еm =Imt– как t1/2 (рис. 2).
Разлагая в ряд экспоненту и дополнительную функцию ошибок, получим выражение для порогового потока
Другой предельный случай очень коротких импульсов или толстых пленок мы будем называть «пределом толстой пленки/ короткого импульса». Он осуществляется при
 , при
, при
Разлагая в ряд экспоненту и дополнительную функцию ошибок, получим выражение для порогового потока
![]()
и Em=p1C1lTmd. Этот результат, также показанный на рис. 2, естественно интерпретировать как условие того, что вся энергия используется в качестве тепла, необходимого для нагрева пленки до температуры плавления. Энергия, переданная подложке, пренебрежимо мала, поэтому подложка никак не влияет на температуру пленки.
Исходя из данных табл.1, можно показать, что для пленки хрома толщиной 600 Å на подложке из плавленого кварца предел короткого импульса соответствует t< 60 нс, при t = 0,36 нc для этой пленки 4k1t/d2~10.
ПОДГОНКА РЕЗИСТОРОВ
 Возможность
обрабатывать с помощью лазера тонкие пленки, осажденные на диэлектрические
подложки, была впервые продемонстрирована в работе Коэна и др, где лазер на
АИГ: Nd был применен для создания танталовых пленочных резисторов нужной
геометрии и подгонки величины их сопротивления до номинального значения. За
этим скромным началом в 1968 г. последовал период успешного развития технологии
лазерной подгонки, и сегодня продаются сотни лазеров в год, а объем выпуска
подобных систем к 1981 г. значительно превысил тысячу.
Возможность
обрабатывать с помощью лазера тонкие пленки, осажденные на диэлектрические
подложки, была впервые продемонстрирована в работе Коэна и др, где лазер на
АИГ: Nd был применен для создания танталовых пленочных резисторов нужной
геометрии и подгонки величины их сопротивления до номинального значения. За
этим скромным началом в 1968 г. последовал период успешного развития технологии
лазерной подгонки, и сегодня продаются сотни лазеров в год, а объем выпуска
подобных систем к 1981 г. значительно превысил тысячу.
Лазерной технологии удалось преуспеть в конкурентной борьбе с традиционными методами подгонки резисторов. Поскольку при этом наибольшее распространение получил лазер на АИГ: Nd с модуляцией добротности и непрерывной накачкой, ниже мы более подробно рассмотрим причины, которые определили его успех.
В соответствии с расчетами, плотность потока энергии Imt, необходимая для нагрева квадратного сантиметра металлической пленки толщиной 1 мкм до точки плавления, составляет приблизительно 30 мДж/см2. Поскольку не вся падающая энергия I0t поглощается, лазер должен обеспечивать плотность потока энергии до 0,3 Дж/см2.
Разрезы, с помощью которых осуществляется подгонка, представляют собой перекрывающиеся отверстия, каждое из которых получают в результате воздействия отдельного лазерного импульса. Размеры и геометрия резистора требуют, чтобы ширина разреза составляла 5–50 мкм. Для «выжигания» 50-мкм пятна необходима энергия порядка 0,1 мДж.
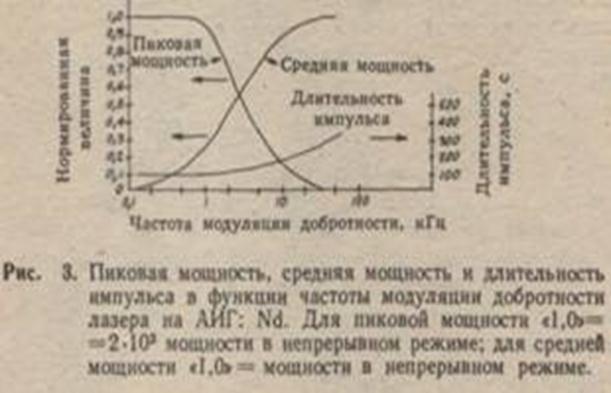
Лазер на АИГ: Nd с непрерывной накачкой оказался прекрасным источником такой энергии по нескольким причинам. Во-первых, необходимую энергию в импульсе легко получить, если лазер работает в режиме модулированной добротности. В этом режиме добротность лазерного резонатора периодически меняется (уменьшается) с помощью акустооптического переключателя добротности, который вызывает отклонение лазерного луча. Это высокоскоростное электронное устройство сначала препятствует генерации лазера, позволяя накопить в активном веществе достаточно большую энергию, а затем быстро переключает добротность, которая вновь достигает высокого значения. В результате генерируется «гигантский» импульс, энергия которого в случае лазера, рассчитанного на генерацию 5–10 Вт в непрерывном режиме, составляет от 1 до 2 мДж. Таким образом, существует значительный запас энергии для подгонки резисторов. Энергия эта выделяется за времена порядка 0,1 мкс, что обеспечивает применимость предела толстой пленки/короткого импульса, и потери тепла за счет теплопроводности через подложку минимизируются. Частота повторения импульсов (модуляции добротности) достигает 10 кГц, что позволяет быстро обрабатывать большие площади. На рис. 3 показаны зависимости пиковой и средней мощности, а также длительности импульса от частоты модуляции добротности в типичной лазерной системе.
Во-вторых, лазер на АИГ: Nd излучает на моде ТЕМ00 наинизшего порядка лазерного резонатора. Сфазированное излучение этой моды имеет гауссов профиль интенсивности в поперечном сечении пучка, причем эта пространственная структура сохраняется и после фокусировки.
Таким образом, необходимые диаметры пятна (5–50 мкм, как указывалось выше) легко получить, используя линзы с фокусным расстоянием 50–100 мм и апертурой ~f/10. При этом необходим входной пучок диаметром около 5–10 мм. Эта величина оказывается чрезвычайно удобной, поскольку облегчает как расширение исходного лазерного пучка, так и подбор оптики для системы наведения. В качестве последней используются либо зеркала для гальванометров, либо отклоняющие зеркала; в обоих случаях, чем меньше их размер, тем лучше, поскольку момент инерции и масса влияют на скорость наведения и, следовательно, ограничивают максимальную производительность системы.
Технология подгонки резисторов продвинулась достаточно далеко, с тех пор как Коэн и др. впервые попробовали изменить величину сопротивления тонкопленочного полоскового резистора, прожигая отдельные пятна в пленке и уменьшая тем самым ее токонесущую площадь.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.