Техническая характеристика подъёмно – транспортного оборудования, типы привода, особые условия на применение его даны в специальной литературе.
7.2. Расчет количества подъёмно – транспортного оборудования
Для организации рациональной работы ПТО проводится анализ грузопотока в цехе, в пролёте или в производственном корпусе. На основе тонкого анализа устанавливаются маршруты движения грузов, выявляются типы ПТО, необходимые для механизации подъёмно – транспортных операций, составляются ведомости для межцехового и внутрицехового перемещения грузов. Одна из возможных форм ведомости приведена в таблице 77.
Таблица 77
Ведомость грузооборота в цехе (в пролёте)
|
Отправитель груза |
Вид груза |
Масса груза, перевозимого за расчетный период, кг |
|||||
|
Получатели груза |
|||||||
По данным таких ведомостей составляется схема грузопотока на предприятии, в цехе или пролёте. На схемах условными обозначениями показывается вид груза, направление и дальность перевозок.
На основании ведомости грузооборота и схемы грузопотока выбираются маршрут движения и тип подъёмно – транспортного оборудования.
На ремонтных предприятиях изменяются маятниковые, лучевые и кольцевые маршруты (рис. 57). На рисунке индексами «РМ» обозначены рабочие места: получатели и отправители груза.
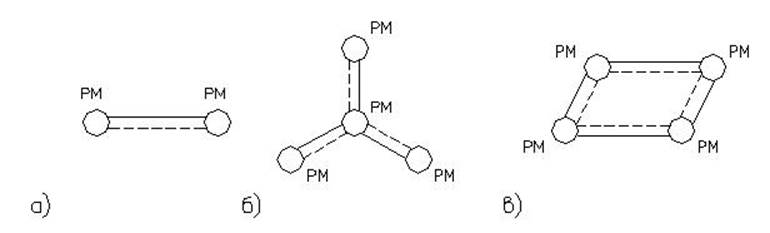
Рис. 57. Схемы маршрутов движения грузов между рабочими местами: а) маятниковый маршрут; б) лучевой маршрут;
в) кольцевой маршрут
Перевозку грузов между рабочими местами по маятниковому маршруту обеспечивает напольно – тележечный транспорт: электрокары, тележки, погрузчики, электроштабелеры и др.
Количество единиц напольно – тележечного транспорта Nнт для 2-х стороннего маятникового маршрута рассчитывается по формуле:
Nнт =  ,
(82)
,
(82)
где Q - годовой грузооборот маршрута, т;
К1 – коэффициент неравномерности, К1 ≥ 1;
К2 – коэффициент использования грузоподъёмности тележки, К2 @ 0,8;
Тт – время пробега (оборот) тележки, мин;
q– грузоподъёмность тележки, т;
Фод – фонд времени оборудования действительный, ч.
Время пробега тележки определяется по формуле:
Тт = Тпр + Тп + Тр + Тз , где Тпр – время пробега тележки в оба конца, мин;
Тп – время погрузки, мин;
Тр – время разгрузки, мин;
Тз – время случайных задержек (примерно 10 %) от суммы Тпр; Тп; Тр на каждый рейс, мин.
Время пробега тележки в оба конца:
Тпр = ![]() ,
,
где L– расстояние между рабочими местами принятого маршрута, м;
V – средняя скорость (паспортная) движения тележки по маршруту, м/мин.
Количество мостовых кранов Nк в пролёте разборочно – сборочного, механического цеха рассчитывается по формуле:
Nк =  ,
(83)
,
(83)
где nк.он – количество крановых операций в смену;
Тк.он. – средняя продолжительность крановой операции, мин;
Т – продолжительность смены, ч;
Кu – коэффициент использования по времени, Кu = 0,95 – 0,97.
Средняя продолжительность одной крановой операции:
Тк.он = ![]() +
Тп + Тр , где L –
средняя длина пробега крана, приближено принимается равной половине длины обслуживаемого участка, м;
+
Тп + Тр , где L –
средняя длина пробега крана, приближено принимается равной половине длины обслуживаемого участка, м;
V– средняя скорость движения крана, принимается 30 – 40 м/мин.
Количество крановых операций в смену определяется:
Nк.он. =  , где Q – грузооборот маршрута в смену, т;
, где Q – грузооборот маршрута в смену, т;
q – грузоподъёмность крана, т;
К2 – коэффициент использования грузоподъёмности крана.
Количество кранов для сборочных (разборочных) работ может определяться на основе технологических графиков сборки, в которых приводится продолжительность работы крана на каждой операции.
Укрупнённо количество кранов можно принимать:
- для механического цеха (участка) – один кран на 40 – 80 м длины пролёта;
- для разборочно – сборочного цеха – один кран на 30 – 50 м длины пролёта.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.