






Міністерство освіти і науки України
Сумський державний університет
Машинобудівний коледж
„Погоджено” „Затверджую”
Голова циклової комісії Завідуючий відділенням
Спеціальності 5.090227 спеціальності
__________Несвіт О.М. _________Федорова Т.Ю.
„___”________________ „___”_________________
З ПРЕДМЕТУ „Технологічне оснащення”
СПЕЦІАЛЬНІСТЬ 5.090227
„Обробка матеріалів на верстатах і автоматичних лініях”
ПОЯСНЮВАЛЬНА ЗАПИСКА
Тема: Спроектувати верстатний пристрій для свердлування отвору
d10,2 на вертикально-свердлувальнiй операції
Студент ____________ _____________
Група ____________
Керівник проекту ____________ _____________
2002
Міністерство освіти і науки України
Сумський державний університет
Машинобудівний коледж
Дисципліна „Технологічне оснащення”
Спеціальність 5.090227 „обробка матеріалів на верстатах та автоматичних
лініях”
Курс___________________Група_________________Семестр___________________
ЗАВДАННЯ
на курсовий проект студента
____________________________________________________________________
(прізвище, ім’я, по батькові)
Тема проекту: ”Спроектувати верстатний пристрій для обробки отв. D10,2 на операції 075 вертикально-свердлувальній
свердлувальній з ЧПК операції 030
з програмою випуску на рік Np=1000 шт.
Вихідні дані до проекту:
Креслення деталі Полумуфта-1.3000-51.000.03
Маршрутний технологічний процес
Операційний ескіз обробки (або РТК).
Дата видачі завдання „12” грудня 2001 р.
Дата закінчення проекту „10” лютого 2002 р.
Керівник ___________________ ____Лобов С.В.___
(підпис) (прізвище, ім’я, по батькові)
Завдання розглянуто на засіданні циклової комісії спеціальності 5.090227
Протокол №______від „___”________________200_ р.
Голова циклової комісії ____________________ ___Несвіт О.М.____
(підпис) (прізвище, ім’я, по батькові)
Календарний план
|
Назва етапів |
Термін виконання |
Примітки |
|
Вступ. |
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
Пояснювальна записка, в обсязі 15-25 сторінок, на аркушах формату А4 та креслення виконуються згідно діючих стандартів.
Содержание с
Введение 3
1. Общие сведения о приспособлении. 4
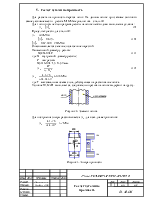
2. Определение погрешности базирования. 5
3. Расчет сил зажима заготовки. 7
4. Выбор и расчет силового привода 9
5. Расчет детали на прочность. 10
6. Сборка и эксплуатция приспособления. 11
Литература. 12
Приложения. 13
Введение
В настоящие время, при развивающихся рыночных отношениях, особенно важно производить качественную продукцию в минимальные сроки.
Сокращение технологической подготовки производства к выпуску новых изделий, а также к выпуску ранее производимой продукции с внедрением принципиально новых орудий труда, материалов и технологических процессов, превосходящим по своим технико-экономическим показателям предшествующие достижения. Значительно уменьшает затраты труда и сокращает время на проектирование и изготовление технологической оснастки (станочных приспособлений, режущего и мерительного инструмента).
Возникает вопрос о применении станочных приспособлений.
Применение станочных приспособлений обеспечивает повышение производительности труда и точности обработки деталей на станках, облегчает условия труда рабочих – станочников, расширяет технологические возможности станков. Также с помощью приспособлений можно повысить качество обработки деталей, позволяет снизить разряд рабочего, а следовательно и сэкономить на этом деньги.
При внедрении приспособлений снижается ручная выверка деталей, что уменьшает время обработки детали на станке и повышает точность обрабатываемых поверхностей.
Экономически выгодно и технически целесообразно применять станочные приспособления в крупносерийном и массовом производствах, так как затраты на приспособления здесь быстро окупаются. Это дает возможность применять более сложные, точные и дорогие приспособления с механизированным и автоматизированным управлением, а также позволяет автоматизировать процесс закрепления и освобождения деталей, что значительно сокращает время на производство готовой продукции.
1. Общие сведения о приспособлении.
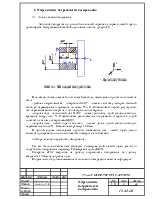
Данное приспособление предназначено для сверления отверстия диаметром 10,2 мм под резьбонарезание (резьба М12 – 7Н).
Приспособление состоит из корпуса , к которому крепится центровик, кондуктор и пневмопривод. На столе станка приспособление крепится с помощью двух шпонок в22 и двух шпоночных пазов, в которые вставляются крепежные болты для предотвращения смещения приспособления. Деталь устанавливается на длинную оправку со шпонкой (цнтровик) и упирается в его торец. Через отверстие в центровке проходит шток пневмопривода, с помощью которого зажимается заготовка.
Через пневмопривод в полость пневмокамеры подается сжатый воздух. При этом происходит перемещение мембраны с закрепленным штоком. На шток насаждается быстросъемная шайба с помощью которой и происходит зажим заготовки. Разжим заготовки происходит в обратной последовательности (из полости пневмокамеры откачивается воздух и пружина, находящаяся в пневмоприводе отжимает деталь перемещая шток на 17 мм).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.