Практическая работа №1
Анализ исходных данных для проектирования приспособления.

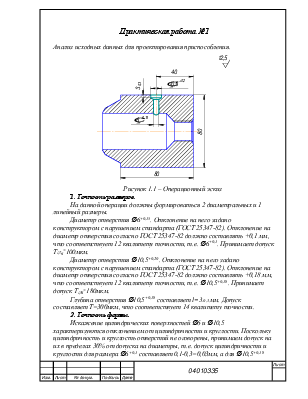
Рисунок 1.1 – Операционный эскиз
1. Точность размеров.
На данной операции должны формироваться 2 диаметральных и 1 линейный размеры.
Диаметр отверстия Æ6+0,15. Отклонение на него задано конструктором с нарушением стандарта (ГОСТ 25347-82). Отклонение на диаметр отверстия согласно ГОСТ 25347-82 должно составлять +0,1 мм, что соответствует 12 квалитету точности, т.е. Æ6+0,1. Принимает допуск ТÆ6=100мкм.
Диаметр отверстия Æ10,5+0,20. Отклонение на него задано конструктором с нарушением стандарта (ГОСТ 25347-82). Отклонение на диаметр отверстия согласно ГОСТ 25347-82 должно составлять +0,18 мм, что соответствует 12 квалитету точности, т.е. Æ10,5+0,18. Принимает допуск ТÆ6=180мкм.
Глубина отверстия Æ10,5+0,18 составляет l=3-0,3 мм. Допуск составляет Т=300мкм, что соответствует 14 квалитету точности.
2. Точность формы.
Искажение цилиндрических поверхностей Æ6 и Æ10,5 характеризуются отклонением от цилиндричности и круглости. Поскольку цилиндричность и круглость отверстий не оговорены, принимаем допуск на их в пределах 30% от допуска на диаметры, т.е. допуск цилиндричности и круглости для размера Æ6+0,1 составляет 0,1×0,3=0,03мм, а для Æ10,5+0,18
составляет 0,18×0,3=0,054мм. Сравнивая со справочником определяем, что допуск для Æ6+0,1 составляет 0,04мм и соответствует 6 степени точности,а для Æ10,5+0,18 – 0,05мм, что тоже соответствует 6 степени точности.
3. Точность расположения поверхностей.
Точность расположения поверхностей Æ6+0,1 и Æ10,5+0,18 характеризуется отклонением от соосности. Поскольку соосность отверстий не оговорена, принимаем допуск в пределах 60% от допуска на больший диаметр(Æ10,5+0,18).Допуск соосности составляет: Т=0,18·0,6=0,108 мм. Скоректировав по справочнику получим, что допуск соосности равет 0,120 мм и соответствует 11 степени точности.
4. Степень шероховатости обрабатываемых поверхностей.
Согласно чертежа шероховатость цилиндрических (Æ6+0,1 и Æ10,5+0,18) и линейной (l=3-0,3) поверхности составляет Ra12,5 мкм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.