2 Проектирование протяжек
Шпоночные протяжки предназначаются для протягивания шпоночных канавок в цилиндрических отверстиях. По принципу своей работы шпоночная протяжка занимает промежуточное положение между внутренними и наружными протяжками: с одной стороны, подобно внутренними протяжками, она имеет хвостовик, а с другой, как и наружная протяжка, она протягиваетнезамкнутый контур, координированный относительно оси детали, и не имеет направляющих – передней и задней.
Исходные данные для проектирования протяжек:
- обработанная поверхность – шпоночный паз в отверстии;
-материал детали – Сталь 45;
-диаметр вала – 58 мм;
-размер шпонки - 16×10;
-длина втулки – 28 мм;
-соединение – свободное.
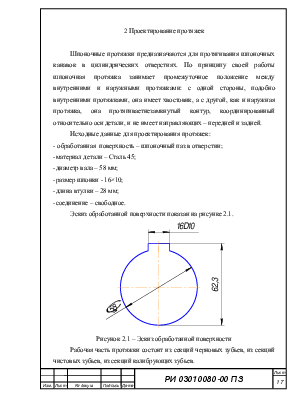
Эскиз обработанной поверхности показан на рисунке 2.1.
Рисунок 2.1 – Эскиз обработанной поверхности
Рабочая часть протяжки состоит из секций черновых зубьев, из секций чистовых зубьев, из секций калибрующих зубьев.
Выбираем конструкцию протяжки – плоская протяжка с тонким телом. Эскиз выбранной конструкции шпоночной протяжки показан на рис.2.2.
Рисунок 2.2 – Эскиз шпоночной протяжки с плоским телом
Схема резания – одинарная. Метод формообразования поверхности – генераторный.
Определяем подъем на зуб: а=0,08 мм.
Определяем количество зубьев черновой секции. При одинарной схеме резания количество зубьев для черновой секции определяем по формуле:
 , (2.1)
, (2.1)
где a – подъем на зуб;
Ачист – припуск на чистовую секцию, принимаем Ачист=а;
А – общий припуск, который определяем по формуле
![]() , (2.2)
, (2.2)
где D/ – размер, получаемый после обработки, D=62,3 мм;
d/ – наименьший размер до обработки,
![]() .
.
Выполняем расчеты согласно формулам (2.2) и (2.1):
![]() ;
;
 .
.
Определяем шаг зубьев черновой секции. При одинарной схеме резания шаг зубьев определяем по формуле:
![]() , (2.3)
, (2.3)
где L – длина обрабатываемой детали, L=28 мм.
Тогда по формуле (2.3):
![]()
Округляем полученное значение шага до ближайшего стандартного значения t=8 мм. В зависимости от шага протяжки определяем конструкторские параметры стружковой канавки:
![]() ;
;
![]() .
.
![]() ;
;
![]() .
.
Рисунок 2.1 – Эскиз стружечной канавки
Проверим глубину стружковой канавки по коэффициенту заполнения. Данная проверка заключается в выполнении следующего условия:
hp>h, (2.4)
где hp – расчетная высота канавки, которую можно определить по формуле:
![]() , (2.5)
, (2.5)
где k – коэффициент заполнения стружечной канавки протяжки, принимаем k=2,5
Выполняем расчет по формуле (2.5):
![]()
Проверяем выполнение неравенства (2.4):
2,93>3,2.
Очевидно, данное неравенство выполняется. Соответственно, условия размещения стружки в спроектированной стружечной канавке – нормальные, и не требуется дополнительная конструкторская доработка канавки.
Проверяем протяжку на прочность, исходя из условия:

![]() , (2.6)
, (2.6)
где PZ – усилие протягивания, определяем по формуле
![]() , (2.7)
, (2.7)
где p – удельная сила резания при протягивании, p=23,5 кгс/мм2;
Zmax – максимальное число зубьев, одновременно работающих под стружкой, определяем по формуле
 , (2.8)
, (2.8)
где L – длина протягиваемой поверхности;
t – шаг зубьев;
F – площадь опасного сечения, принимается по размеру первой впадины, мм2.
Выполняем расчет по формулам (2.8) и (2.7):
 ,
принимаем Zmax=4;
,
принимаем Zmax=4;
![]() .
.
Определяем размер первой впадины и ее площадь:
![]() , (2.9)
, (2.9)
где h1 – высота протяжки по первому зубцу, h1=35 мм.
Выполняем расчет по формуле (2.9):
![]() .
.
Проверяем условие прочности протяжки согласно (2.6):
 >
>![]() ,
,
где ![]() - допустимое напряжение, для
шпоночных протяжек
- допустимое напряжение, для
шпоночных протяжек ![]() .
.
Очевидно, условие прочности выполняется при принятых параметрах.
Назначаем геометрию режущей части протяжки:
-величина переднего угла протяжек определяем в зависимости от обрабатываемого материала – γ=15˚.
-величина заднего угла зависит от вида протягивания, для внутреннего протягивания:
-для зубьев черновой секции – α=2˚;
-для зубьев чистовой и калибрующей секций α=1˚.
Определяем длину рабочей части протяжки:
![]() .
.
Подбираем станок для протяжки – станок модели 7Б55:
1. Номинальная тяговая сила, кН – 100.
2. Наибольшая длина хода, мм – 1250.
3. Размер рабочей поверхности опорной плиты, мм2 – 450х450.
4. Скорость рабочего хода протяжки, м/мин – 1,5 – 11,5.
5. Рекомендуемая скорость обратного хода протяжки, м/мин – 20 – 25.
6. Мощность электродвигателя, кВт – 18,5.
Выбираем плоский хвостовик для протяжки согласно ГОСТ 4043-70. Эскиз хвостовика протяжки показан на рис. 2.3.
Рисунок 2.3 – Эскиз хвостовика протяжки
Общая длина гладких частей:
![]() , (2.10)
, (2.10)
где l1 – длина хвостовика, l1=200 мм;
l3 – длина входа патрона в отверстие станка, l3=15 мм;
lс – толщина опорной плиты станка, lс=70 мм;
lк – длина выступающей части опорного кольца, lк=20мм;
lб – длина фланца направляющей оправки, lб=60 мм;
lв – длина посадочной части оправки, lв=60 мм;
l4 – длина, необходимая для беспрепятственного насаживания изделия, l4=30 мм.
![]() .
.
Общая длина:
![]()
Принимаем Lп=910 мм; допуск ±2 мм.
Материал протяжки – инструментальная легированная сталь ХВГ (ГОСТ 5950-51).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.