











Министерство образования Украины
Сумский государственный университет
Кафедра «Металлорежущие станки и инструменты»
по курсу: «Проектирование металлорежущих инструментов»
выполнил студент Н.В. Толочко
Группа ТМ-31
Проверил С.В. Швец
Вариант 85
Сумы – 2006
Содержание
Литература...................................................................................................19
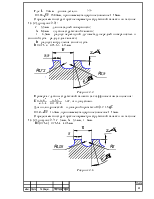
1. Проектирование радиального фасонного резца
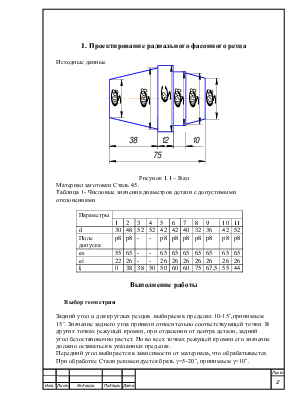
Исходные данные
Рисунок 1.1 – Вал
Материал заготовки Сталь 45.
Таблица 1- Числовые значения диаметров детали с допустимыми отклонениями
|
Параметры |
|||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
|
d |
30 |
48 |
52 |
52 |
42 |
42 |
40 |
32 |
36 |
42 |
52 |
|
Поле допуска |
p8 |
p8 |
- |
- |
p8 |
p8 |
p8 |
p8 |
p8 |
p8 |
p8 |
|
es |
55 |
65 |
- |
- |
65 |
65 |
65 |
65 |
65 |
65 |
65 |
|
ei |
22 |
26 |
- |
- |
26 |
26 |
26 |
26 |
26 |
26 |
26 |
|
li |
0 |
38 |
38 |
50 |
50 |
60 |
60 |
75 |
67,5 |
55 |
44 |
Выполнение работы
Выбор геометрии
Задний угол α для круглых резцов выбираем в пределах 10-15˚,принимаем 15˚. Значение заднего угла приняли относительно соответствующей точки. В других точках режущей кромки, при отдалении от центра детали, задний угол безостановочно растет. Но во всех точках режущей кромки его значение должно оставаться в указанных пределах.
Передний угол выбирается в зависимости от материала, что обрабатывается. При обработке Стали рекомендуется брать γ=5-20˚, принимаем γ=10˚.
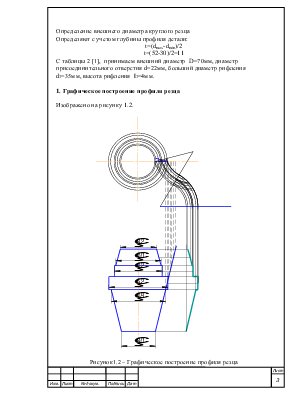
Определение внешнего диаметра круглого резца
Определяют с учетом глубины профиля детали:
t=(dmax-dmin)/2
t=(52-30)/2=11
С таблицы 2 [1], принимаем внешний диаметр D=70мм, диаметр присоединительного отверстия d=22мм, больший диаметр рифления d2=35мм, высота рифления l2=4мм.
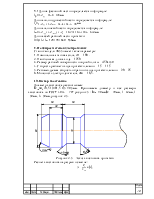
1. Графическое построение профиля резца
Изображено на рисунку 1.2.
Рисунок1.2 – Графическое построение профиля резца
2. Аналитический расчет профиля резца
Таблица 2- Сравнивание результатов графического и аналитического методов профилирования
|
Номер точки профиля |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Графический |
0 |
8,62 |
10,33 |
10,55 |
6,06 |
6,14 |
5,2 |
1,37 |
3,34 |
6,11 |
10,46 |
|
Аналитический |
0 |
8,596 |
10,305 |
10,493 |
6,039 |
6,129 |
5,193 |
1,365 |
3,323 |
6,086 |
10,402 |
|
Погрешность, % |
0 |
0,278 |
0,242 |
0,54 |
0,347 |
0,179 |
0,135 |
0,365 |
0,508 |
0,393 |
0,554 |
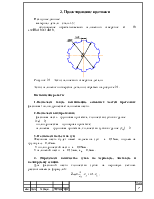
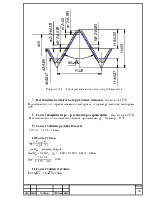
2. Проектирование протяжки
Исходные данные:
- материал детали – сталь 45;
- обозначение обрабатываемого шлицевого отверстия: d – 10 х92H8x102x14D10,
Рисунок 2.1 – Эскиз шлицевого отверстия детали.
Эскиз шлицевого отверстия детали изображен на рисунке 2.1.
Выполнение работы
1.Назначаем такую комбинацию основных частей протяжки: фасочная+цилиндрическая+шлицевая части.
2.Назначаем вид протяжки:
- фасочная часть– групповая протяжка, количество зубов в группе
(zгр) – 2;
- цилиндрическая – одинарная протяжка;
- шлицевая – групповая протяжка, количество зубов в группе (zгр) – 2.
3. Назначаем подъем на зуб:
Фасочная часть будет имеет подъем на зуб – а =0,11мм, подъем на группу агр = 0,22мм.
У цилиндрической части –а = 0,08мм.
У шлицевой части – а =0,15мм, агр = 0,3мм.
4. Определяем количество зубов на черновую, чистовую и калибрующу секции.
Для фасочной части количество зубов на черновую секцию рассчитываем за формулой:
Zчор= ,
,
Где А – припуск на сторону.
A= ,
,
Где dф = 93,054мм– фасочный диаметр;
d0 = 91,5 мм – диаметр заготовки.
А=
Zчор= ,
принимаем Zчор=8.
,
принимаем Zчор=8.
Чистовых и калибрующих зубьев на этой части нет.
Для цилиндрической части количество зубов на черновую секцию рассчитываем за формулой:
Zчор= ,
,
А= ,
,
Где dmax= 92,054мм – максимальный диаметр внутренней шлицевой поверхности.
А= мм
мм
Ачист=0,08 – припуск на сторону, снимаемый чистовыми зубьями.
Zчор= , принимаем Zчор=4.
, принимаем Zчор=4.
Количество зубьев чистовой секции принимаем Zчист=3.
Калибрующих зубьев на этой части нет.
Для шлицевой части количество зубов на черновую секцию рассчитываем за формулой:
количество зубов на черновую секцию рассчитываем за формулой:
Zчор=
А= ,
,
Где D=102мм – больший диаметр шлицевого отверстия.
А= мм
мм
Ачист=0,3мм
Zчор= , принимаем Zчор=29
, принимаем Zчор=29
Количество зубьев чистовой секции принимаем Zчист=3.
Количество зубьев калибрующей секции Zк=4.
5. Определяем шаг протяжки – t
Для фасочной – групповой протяжки t=![]()
Где L = 92мм – длинна детали. ???
t=![]() мм,
принимаем стандартное значение t=16мм.
мм,
принимаем стандартное значение t=16мм.
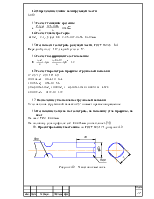
Определяем конструкторские параметры стружковой канавки по таблице 1,3 [2], (рисунок 2.2):
c = 5,5мм – длинна задней поверхности;
h = 6,3мм – глубина стружковой канавки;
r = 3,5мм – радиус переходной дуги между передней поверхностью и спинкой зуба – радиус дна канавки;
R – радиус заокругления спинки зуба.
R =![]() мм
мм
Рисунок 2.2
Проверка глубины стружковой канавки за коэффициентом заполнения:
K= , что допустимо.
, что допустимо.
Для цилиндрической – одинарной протяжки t=![]()
t=![]() мм, принимаем стандартное значение t=14мм.
мм, принимаем стандартное значение t=14мм.
Определяем конструкторские параметры стружковой канавки по таблице 1,3 [2], рисунок 2.3: c =5мм, h =5,4мм, r =3мм.
R=![]() мм
мм
Рисунок 2.3
Проверка глубины стружковой канавки за коэффициентом заполнения:
K= , что допустимо
, что допустимо
Для шлицевой – групповой протяжки t=![]()
t=![]() мм, принимаем стандартное значение t=18мм.
мм, принимаем стандартное значение t=18мм.
Определяем конструкторские параметры стружковой канавки по таблице 1,3 [2], рисунок 4: c =6мм, h =7,2мм, r =4мм.
R=![]() мм.
мм.
Рисунок 2.4
Проверка глубины стружковой канавки за коэффициентом заполнения.
K= , что допустимо
, что допустимо
6. Проверяем протяжку на мощность.
6.1 Определяем максимальное число зубьев, одновременно под стружкой по формуле
Zmax=![]()
- фасочная часть Zmax= , принимаем Zmax=6 зубьев;
, принимаем Zmax=6 зубьев;
- цилиндрическая часть Zmax= , принимаем Zmax=7 зубьев;
, принимаем Zmax=7 зубьев;
- шлицевая часть Zmax= , принимаем Zmax=5 зубьев.
, принимаем Zmax=5 зубьев.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.