
Деталь – вал изготавливается из углеродистой стали 40 ГОСТ 1050-89 которая предназначена для изготовления валов, осей, червяков, шестерней и др. деталей. Материал обрабатывается стандартными инструментами. Обработка материала не вызывает особой трудности, а дефицитность материала не высока. Заменителями этой стали являются стали 45, 50, 55 и другие материалы, аналогичные по химическому составу и механическим свойствам.
Вид заготовки – ковка, прокат или штамповка на молотах. Все поверхности доступны для механической обработки. Наличие большого количества поверхностей с различными диаметрами и одной поверхности с конусностью увеличивают трудоемкость изготовления. Все поверхности подвергаются механической обработке.
В сущности, прокат является наиболее выгодной заготовкой и по стоимости изготовления, и по количеству отходов (относительно не высокому). Однако, специфика изготовления вала приводит к тому, что коэффициент использования материала довольно невысок 0,65 - 0,7 (большое количество металла идет на образцы для испытаний).
Т.к. образцы проходят испытание, то дальнейшее их использование невозможно они идут вместе с другими отходами на переработку.
Правда, программа выпуска небольшая, что не так сказывается на экономичности. Если программа будет увеличена, то такое количество отходов недопустимо.
Деталь изготавливается довольно точной с большим набором ограничений: допуски расположения поверхностей и допуски формы.
На основании конструкторской баз (шейки под подшипники) назначается допуск радиального биения и торцевого биения в пределах Т =0,03 мм.
На остальные поверхности отклонения формы и взаимного расположения поверхностей находящихся в пределах допуска на выполненные размеры.
Материал выбран правильно, так как он должен удовлетворять коррозионной стойкости и иметь достаточную прочность.
Для рассматриваемой детали преобладающее большинство поверхностей является простыми цилиндрическими или линейными поверхностями, что обеспечивает простоту доступа при их обработке.
Совмещение измерительной и технологической баз позволяет исключить погрешности базирования.
Неответственные размеры имеют большие допуски на размеры. В конструкции отсутствуют внутренние резьбы большого диаметра.
Недостаточная жесткость детали при механической обработке L/D > 10, что требует применения люнета.
Труднообрабатываемых диаметральных уступов на детали имеется большое количество с радиусом скругления в пределах 0.5…7.0 мм.
Также некоторую трудоемкость имеет получение шпоночного паза на торце вала с Æ 210 мм.
В детали есть нетехнологичные глубокие наклонные отверстия. Глухие резьбы имеют сбег резьбы для повышения качества резьбы, улучшение условий работы инструмента.
Трудность создает еще и то, что шток имеет большую массу и габариты. Нарезание резьбы на поверхности диаметра М 280х4 – 8g создает трудность ее получения.
Жесткость штока считается недостаточной, т.к.
соотношение длины
1525 мм к Æ250 мм » 6,1, что требует
применения люнетов.
Обработка ведется стандартным инструментом. Мерный инструмент также является стандартным.
В целом деталь технологична, имеет хорошие базовые поверхности, довольно проста по конструкции.
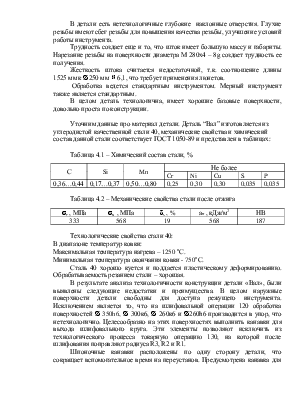
Уточним данные про материал детали. Деталь “Вал” изготовляется из углеродистой качественной стали 40, механические свойства и химический состав данной стали соответствует ГОСТ 1050-89 и представлен в таблицах:
Таблица 4.1 – Химический состав стали, %
С |
Si |
Mn |
Не более |
||||
|
Cr |
Ni |
Cu |
S |
P |
|||
|
0,36…0,44 |
0,17…0,37 |
0,50…0,80 |
0,25 |
0,30 |
0,30 |
0,035 |
0,035 |
|
sт , МПа |
sв , МПа |
ds , % |
ан , кДж/м2 |
НВ |
|
333 |
568 |
19 |
568 |
187 |
Технологические свойства стали 40:
В диапазоне температур ковки:
Максимальная температура нагрева – 1250 °С.
Минимальная температура окончания ковки - 750°С.
Сталь 40 хорошо куется и поддается пластическому деформированию. Обрабатываемость резанием стали – хорошая.
В результате анализа технологичности конструкции детали «Вал», были выявлены следующие недостатки и преимущества. В целом наружные поверхности детали свободны для доступа режущего инструмента. Исключением является то, что на шлифовальной операции 120 обработка поверхностей Æ 350h6, Æ 300к6, Æ 260к6 и Æ260h6 производится в упор, что нетехнологично. Целесообразно на этих поверхностях выполнить канавки для выхода шлифовального круга. Эти элементы позволяют исключить из технологического процесса токарную операцию 130, на которой после шлифования поправляют радиуса R3, R2 и R1.
Шпоночные канавки расположены по одну сторону детали, что сокращает вспомогательное время на переустанов. Предусмотрена канавка для выхода резца при обработке резьбы М280*4-8д, что улучшает условия работы инструмента и качества резьбы. Унифицированным элементом является наличие фасок с углом 45°, что позволяет обрабатывать деталь стандартным режущим инструментом.
Нетехнологичным элементом в данной детали является глубокое сверление под углом, при такой обработке возможен увод сверла, а также повышенный износ режущего инструмента, однако избежать этого нельзя в связи с особенностями конструкции и эксплуатации детали.
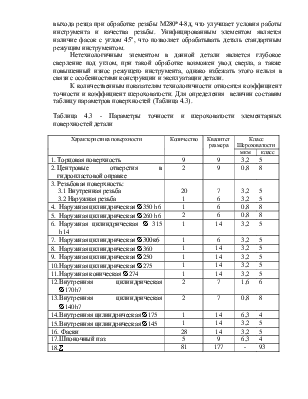
К количественным показателям технологичности относятся коэффициент точности и коэффициент шероховатости. Для определения величин составим таблицу параметров поверхностей (Таблица 4.3).
Таблица 4.3 - Параметры точности и шероховатости элементарных поверхностей детали
|
Характеристика поверхности |
Количество |
Квалитет размера |
Класс Шероховатости |
||
|
мкм |
класс |
||||
|
1. Торцовая поверхность |
9 |
9 |
3,2 |
5 |
|
|
2. Центровые отверстия в гидропластовой оправке |
2 |
9 |
0,8 |
8 |
|
|
3. Резьбовая поверхность: 3.1 Внутренная резьба 3.2 Наружная резьба |
20 1 |
7 6 |
3,2 3,2 |
5 5 |
|
|
4. Наружная цилиндрическая Æ350 h6 |
1 |
6 |
0,8 |
8 |
|
|
5. Наружная цилиндрическая Æ260 h6 |
2 |
6 |
0,8 |
8 |
|
|
6. Наружная цилиндрическая Æ 315 h14 |
1 |
14 |
3,2 |
5 |
|
|
7. Наружная цилиндрическая Æ300к6 |
1 |
6 |
3,2 |
5 |
|
|
8. Наружная цилиндрическая Æ360 |
1 |
14 |
3,2 |
5 |
|
|
9. Наружная цилиндрическая Æ250 |
1 |
14 |
3,2 |
5 |
|
|
10. Наружная цилиндрическая Æ275 |
1 |
14 |
3,2 |
5 |
|
|
11. Наружная коническая Æ274 |
1 |
14 |
3,2 |
5 |
|
|
12. Внутренняя цилиндрическая Æ170h7 |
2 |
7 |
1,6 |
6 |
|
|
13. Внутренняя цилиндрическая Æ140h7 |
2 |
7 |
0,8 |
8 |
|
|
14. Внутренняя цилиндрическая Æ175 |
1 |
14 |
6,3 |
4 |
|
|
15. Внутренняя цилиндрическая Æ145 |
1 |
14 |
3,2 |
5 |
|
|
16. Фаски |
28 |
14 |
3,2 |
5 |
|
|
17. Шпоночный паз |
5 |
9 |
6,3 |
4 |
|
|
18. å |
81 |
177 |
- |
93 |
|
Коэффициент точности определяем по формуле:
где Аср - средний квалитет обработки;

По этому показателю деталь технологична.
Коэффициент шероховатости определяем по формуле:
![]()
 ,
,
где Бср - средний класс шероховатости;
По этому показателю деталь технологична.
Коэффициент Кун.пов. определяется по формуле:
где Кун - общее число унифицированных поверхностей;
Кобщ - общее число поверхностей.
Вывод: Все поверхности нашей детали унифицированы, поэтому коэффициент поверхностей равен 1.
Проведя качественный и количественный анализ технологичности детали, делаем вывод о том, что деталь технологична по всем показателям.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.