
















Стр
Реферат
1 Анализ служебного назначения машины, узла, детали. Описание конструктивных особенностей детали и условия ее эксплуатации 2 Анализ технических требований и определение технологических заданий для изготовления детали
3 Определение типа производства, такта выпуска, партии запуска
4 Анализ технологичности конструкции детали
5 Выбор способа получения заготовки и разработка технических требований к ней
6 Анализ существующего ТП. Формирование заданий проектирования
6.1 Расчет припусков на механическую обработку
6.2 Выбор и обоснование схем базирования и закрепления
6.3 Обоснование выбора металлорежущего оборудования
6.4 Обоснование выбора станочных приспособлений, режущих инструментов
6.5 Расчет режимов резания
6.6 Техническое нормирование операций
7 Научно-исследовательская часть
8 Приложения
9 Список литературы
Реферат
Записка: с., рис., табл., и приложения.
Объект разработки - калибр ПТ-060 клети стана холодной прокатки труб ХПТ-75.
Целью данного проекта является проектирование технологического процесса изготовления детали.
Проанализированы служебное назначение машины, узла, детали, технические требования, предъявляемые к детали, технологичность детали, способ получения заготовки, базовый ТП, высказаны замечания и предложены варианты по улучшению. Разработан маршрут обработки детали с применением более высокопроизводительного оборудования - станков с ЧПУ, что позволило сократить основное и вспомогательное время на обработку, а также повысить точность обработки. Разработана операционная технология на различные операции, рассчитаны режимы резания и произведено нормирование на все операции ТП. Спроектировано станочное приспособление для обработки данной детали.
Также в данном проекте разработан технологический
процесс термообработки данной детали с внедрением высокопроизводительных методов обработки.
Ключевые слова: операционная
технология, станочное приспособление, точность, технологический процесс, производительность,
качество.
1 Анализ служебного назначения машины, узла, детали. Описание конструктивных особенностей детали и условия эксплуатации
Калибр является неотъемлемой частью клети стана ХПТ -75.
Станы ХПТ-75, ХПТ-95 предназначены для холодной прокатки труб с целью получения трубы меньшего сечения. Холодная прокатка труб на данных стане осуществляется путём обкатки трубы -заготовки 1 (Приложение А) на цилиндрической оправке 2 калибрами-полудисками 3. Калибры-полудиски установленны в валках 4 и приводятся в движение передачей зубчатая рейка 5-шестерня 6. Четыре валка 7 устанавливаются в рабочую клеть 8, приводимую в возвратно-поступательное движение «паровозным» приводом 9. Клеть стана движется по направляющим рей-
кам 10.
Большим достоинством этого стана, кроме возможности изготовления тонкостенных труб с малыми допусками, является то, что по сечению трубу можно уменьшить почти в 2 раза (т.е., например, из трубы диаметром 89 мм с толщиной стенки 11 мм можно получить трубу диаметром 57 X (5 ... 1,0) мм).
Калибр клети стана относится к типу валов (цилиндров), все поверхности, за исключением ручья, имеют цилиндрическую и плоскую форму, также все поверхности являются обрабатываемыми.
Калибры работают при больших изгибающих и контактных нагрузках, например, в стане ХПТ усилие зажатия трубы 20 кН (2000 кгс). Также в процессе работы идёт интенсивный износ поверхности ручья, поэтому к ним предъявляют требования износостойкости, а значит и твёрдости
2 Анализ технических требований и определение
технологических заданий для изготовления детали
Постановка размеров на чертеже выполнена правильно, все размеры поставлены с учётом того, чтобы можно было соблюсти принцип постоянства и совмещения баз.
Простановка значений шероховатости
соответствует значениям ГОСТ 2789-73, но вызывает некоторый вопрос шероховатость поверхностей -эти поверхности являются
свободными и не несут никаких конструктивных
назначений, поэтому их можно было бы выполнить
с большей шероховатостью.
Данный чертёж даёт полное представление о детали, является легко читаемым, все необходимые сечения, что сокращает время на освоение и запуск детали в производство.
Некоторые проблемы могут возникнуть по техническим требованиям (чертёж ПТ-060: 4), из-за трудности осуществления контроля. Для этого придётся конструировать специальное контрольно-измерительное приспособление или специальный калибр.
Анализируя радиальное биение поверхностей относительно оси устанавливаем, что увеличить его нельзя, так как
работая при больших напряжениях посадочные поверхности
подвергаются большому износу из-за не параллельности
с осью, а если увеличить биение поверхности то возможно
получение брака из-за неплотного прилягания калибров,
работающих в паре.
Материалом для данной детали
является сталь 60С2ХФА.
Заменители стали: 60С2А, 60С2ХА, 60С2ВА.
Вид поставки -паковки и кованые заготовки (ГОСТ 14959-79, ГОСТ
1133-71).Назначение - ответственные и высоконагруженные пружины, рессоры и
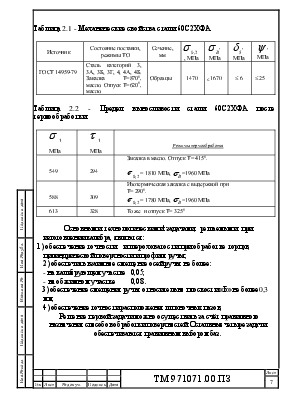
калибры, изготавливаемые из круглой калиброванной стали. Химический состав стали приведён в таблице 2.1.
Для калибра назначают следующие режимы термообработки: закалка при Т=850 - 880° С, выдержка до прогрева, охлаждение в масле; отпуск при Т=600 - 650°, выдержка 2- 3 часа, охлаждение в масле. Эти режимы полностью соответствуют ГОСТ 14959-79.
Механические свойства и предел выносливости стали после
термообработки приведены в табл. 2.1 и 2.2.
Таблица 2.1 - Механические свойства стали 60С2ХФА
|
Источник |
Состояние поставки, режимы ТО |
Сечение, мм |
|
|
|
|
|
ГОСТ 14959-79 |
Сталь категорий 3, 3А, 3Б, 3Г, 4, 4А, 4Б. Закалка Т=8700, масло. Отпуск Т=6200, масло. |
Образцы |
1470 |
|
|
|
Таблица 2.2 - Предел выносливости стали 60С2ХФА после термообработки
|
|
МПа |
Режимы термообработка |
|
549 |
294 |
Закалка в масло. Отпуск Т= 4150.
|
|
588 |
309 |
Изотермическая закалка с выдержкой при Т= 2900.
|
|
613 |
328 |
То же и отпуск Т= 3250 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 , МПа
, МПа МПа
МПа = 1810 МПа,
= 1810 МПа,