Практическая работа № 12
Тема: Нормирование круглошлифовальных операций: с продольной и поперечной подачами.
Цель: приобретение практических навыков в нормировании круглошлифовальных операций с радиальной и поперечной подачами.
Исходные данные: эскизы деталей; сведения о заготовке модель предлагаемого станка; вид станочного приспособления; размер исходной партии обрабатываемой детали.
Ход работы.
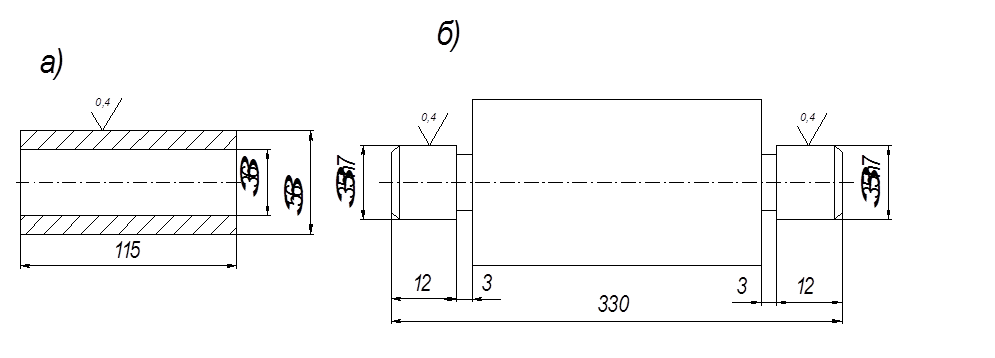
1. Изображаем операционные эскизы деталей для обработки на круглошлифовальном станке методом продольной подачи и врезания(соответственно рис 1а и 1б).
2. Выбираем оборудование для обработки деталей на операциях.
Для круглошлифовальных операций применяем станок 3152.
Техническая характеристика станка.
Наибольший диаметр шлифуемой поверхности: 280 мм.
Наибольшая длина шлифования: 700 мм.
КПД: 0,8.
Мощность электродвигателя шлифовальной бабки: 7,8 кВт.
Частота вращения обрабатываемой заготовки: 75, 150, 300 об/мин.
Частота вращения круга: 1112 и 1285 об/мин.
Скорость продольного хода стола (бесступенчатое) 50-5000 мм/мин.
Поперечная периодичная подача шлифовального круга (бесступенчатая) 0,002-0,1 мм/ход ст.
Непрерывная подача для врезного шлифования (бесступенчатое) 0,1-4,5 мм/мин.
Наибольшие размеры нового шлифовального круга: ¿600мм Вк=63 мм.
3. Описываем схемы базирования на операциях.
На круглошлифовальной операции методом продольной подачи деталь закреплена на цанговой оправке с упором в левый торец. Оправка – двойная направляющая база. Лишает деталь 4 степеней свободы. Левый торец – опорная база. Лишает деталь одной степени свободы. Оправка установлена в патрон поводковый специальный, справа поджата центром.
На круглошлифовальной операции методом врезания деталь установлена центровыми отверстиями на патрон поводковый специальный и задний центр, которые образуют двойную направляющу и опорную базы.
В целом деталь лишена в первом и во втором случаях 5 степеней свободы.
1. Выбор режущего инструмента Л1 приложение 1; 5; 6; 7; 13
Операция круглошлифовальная методом продольной подачи.
Круг ПП450×305×50 25А 16 СТ2 7К ГОСТ 2424-83.
Операция круглошлифовальная с радиальной подачей.
Круг ПП450×305×50 25А 16 С2 7К ГОСТ 2424-83.
Нормирование круглошлифовальной операции методом продольной подачи.
1. Определяем скорость вращения детали Vд=50 м/мин.
2. Определяем число оборотов детали в мин.
п= (12.1)
(12.1)
n= 284
об/мин.
284
об/мин.
Данное число оборотов корреутируем по станку и получаем фактическую частоту вращения nф = 300 об/мин.
3. Находим фактическую скорость резания:
Vф=
 (12.2)
(12.2)
Vф = 3,14×56×300/1000 = 52,25 м/мин.
4. Определяем величину продольной подачи в долях ширины круга:
Sд=(0,3-0,7)В (12.3)
Где: В- ширина круга. В=50мм.
Sд=0,5×50=25 мм/об.
5. Определяем величину поперечной подачи по Л4 К3.
Stx = 0,0042 мм/ход.
Поправочные коэффициенты на поперечную подачу равны:
К припуска и точности обрабатываемой поверхности = 0,8×1,0 = 0,8;
К свойств обрабатываемого материала = 1,0.
Stxф = 0.0042×0.8×1,0 = 0.00336 мм/ход.
6. Определяем мощность резания по Л4 К5.
N=4 кВт.
Поправочный коэффициент на мощность резания, в зависимости от ширины и твердости круга К=1,16; в зависимости от диаметра детали К = 1,0
Nф=N×K (12.4)
Nф=4×1,16×1,0 = 4,64 кВт.
Обработку с данными режимами резания можно осуществить на этом станке. При осуществлении данных режимов резания удельная мощность резания будет равна 0,06 кВт/мм. Вследствие того, что удельная мощность резания меньше допустимой удельной мощности для безприжегового шлифования Л4К5 будет осуществляться безприжеговое шлифование.
7. Определение основного технологического времени То мин. Л4К7, К8.
То=1,7 мин. Поправочные коэффициенты равны:
К диаметра шлиф круга = 1,65;
К диаметра детали = 1,0.
Тоф = 1,7×1,65 = 2,805 мин.
8. Определение нормы вспомогательного времени и времени на обслуживание рабочего места Тв (мин) Л3 К15, 16, 17, 18.
Тв = Тв уст+Тв оп+Тв изм (12.5)
Тв уст =0,22 мин (К15 поз 9)
Тв оп = 1,15 мин (К16 поз 9)
Тв изм = 0,2 мин (Приложение 5 поз1)
Тв = 0,22+1,15+0,2 = 1,39мин.
9. Определяем нормы подготовительно-заключительного времени Тпз Л4К18.
Тпз=7 мин.
10. Определяем время на обслуживание и время на личные надобности
Тобс+Тлн = 5%То
Тобс+Тлн = 0,05×2,805 = 0,14 мин.
11. Определение нормы штучного времени.
Тшт=То+Тв (12.6)
Тшт=1,7+1,55=3,25 мин.
12. Определение нормы штучно-калькуляционного времени.
 (12.7)
(12.7)
 мин.
мин.
Где: n – количество деталей в сменной партии.
Нормирование круглошлифовальной операции с радиальной подачей.
1. Определяем скорость вращения детали Л1с.301 Vд=30м/мин.
2. Находим число оборотов детали в мин по формуле 12.1
n = об/мин.
об/мин.
Данное число оборотов корректируем по станку и находим фактические обороты шпинделя nф = 300 об/мин.
3. Находим фактическую скорость резания по формуле 12.2
Vф = 3,14×35×300/1000 = 33м/мин.
4. Определяем величину радиальной подачи St (мм/мин) Л4 К10.
St=0,87 мм/об.
5. Для перевода минутной радиальной подачи St (мм/мин) в оборотную, произвожу действие:
St (мм/об) =  St (мм/мин) (12.8)
St (мм/мин) (12.8)
St (мм/об) = 0,87×3,14×35/1000×33 = 0,0029
Значения поправочных коэффициентов: К1 – твердости обрабатываемого матеилла = 0,8; К2 - припуска и точности обрабатываемой поверхности = 1,2.
Stф (мм/об) = 0,0029×1,2×0,80 = 0,00278 мм/об
6. Определяем мощность резания по Л3 К11.
N=2,0 кВт.
Поправочный коэффициент на мощность резания, в зависимости от ширины и твердости круга К=1,00; в зависимости от обрабатываемого материала К = 1,1.
Фактическую мощность резания определяем по формуле 12.4
Nф=2,0×1,1×1,00=2,2 кВт.
Обработку с данными режимами резания можно осуществить на этом станке. При осуществлении данных режимов резания удельная мощность резания будет равна 0,135 кВт/мм. Вследствие того, что удельная мощность резания меньше допустимой удельной мощности для безприжегового шлифования Л3К5 будет осуществляться безприжеговое шлифование.
7. Определение основного технологического времени То мин. Л4К13, К14.
То=0,27 мин.
Поправочные коэффициенты равны:
К1 – обрабатываемого материала и диаметра шлиф круга = 1,25
К2 – получаемой поверхности заготовки = 1,00
Окончательное основное время будет равно:
То = 0,27×1,00×1,25 = 0,338 мин.
8. Определение нормы вспомогательного времени и времени на обслуживание рабочего места Тв (мин) Л3 К15, 16, 17, 18 по формуле 12.5
Тв уст =0,3 мин (К15 поз 8)
Тв оп = 0,7 мин (К16 поз 2)
Тв изм = 0,11 мин (Прилож 5 поз1)
Тв = 0,3+0,7+0,11 = 1,11мин.
9. Определяем время на обслуживание и время на личные надобности
Тобс+Тлн = 5%То
Тобс+Тлн = 0,05×0,338 = 0,017 мин.
10. Определяем нормы подготовительно-заключительного времени Тпз Л3К18.
Тпз =7 мин.
11. Определение нормы штучного времени по формуле 12.6.
Тшт=0,338+1,11=1,448 мин.
12. Определение нормы штучно-калькуляционного времени по формуле 12.
 мин.
мин.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.

