









21 Раздел по специализации
«Материаловедение в машиностроении»
21.1 Введение
Данный раздел содержит анализ и изучение всех термических обработок применяющихся в разрабатываемом технологическом процессе, а также включает предложения по усовершенствованию последнего с целью уменьшения стоимость детали, а следовательно и себестоимость всего узла и всего агрегата (насоса) в целом.
При изготовлении детали используется так называемая антиэррозионная наплавка из коррозионно-стойкой стали (условия работы детали, машины описаны в разделе 1 данного проекта [см. стр. 4 – 7], описание материалов детали и собственно наплавленного слоя приведены в разделе 5 [см. стр. 15-17], технические требования, предъявляемые к детали проанализированы в разделе 2 [стр. 8-12], способ получения заготовки (поковка кованная на молотах) и обоснование его выбора см. раздел 7 [стр. 33-35]). Поэтому для удешевления детали за счет снижения стоимости применяемых материалов (которая составляет большую часть в калькуляции себестоимости детали) предлагаю применить вместо упомянутой наплавки специальное покрытие, полученное методом химико-термической обработки описание которого будет приведено ниже.
В существующем техпроцессе присутствует сборочная операция – вварка планок Н16.006.250.02 во фланец Н16.006.250.01. Для снятия сварочных напряжений, возникающих при этом, применяется низкотемпературный отжиг (разновидность отжига І рода). Он заключается в нагреве до t = 600˚С, выдержке в течении 90 мин. При этой температуре (из расчета 1 мин/мм.поп.сеч.) и охлаждении с печью (Vохл. » 60°С/час.). График процесса приведен на Рисунке 2.1 (стр.8)
Структура стали 09Г2С – Цементит третичный и легированный феррит (С » 0,12 %).
При выдержке после нагрева не происходит фазовой перекристаллизации, а лишь снимаются внутренние напряжения. Окончательная структура – те же Ф и Ц |||, но структура равновесная.
21.2 Обзор существующих видов ХТО и выбор оптимального процесса
Исходя из условий эксплуатации детали (работа на износ в коррозионной среде) выбираю подходящие методы ХТО.
Насыщение поверхности детали неметаллами (С, N, С-N, B, S) способствует повышению прежде всего износостойкости, прочности, способности воспринимать знакопеременные нагрузки, а коррозионная стойкость повышается несколько лишь при азотировании (при силицировании повышается кислотостойкость), поэтому приведенные методы не могут быть использованы для получения требуемых свойств детали.
При насыщении поверхности стали атомами металлов (диффузионная металлизация), внимание привлекают следующие методы: алитирование, хромирование, титанирование. Алитирование и цинкование предохраняют детали лишь от атмосферной коррозии, предполагающей периодически повторяющиеся воздействия влаги, но не постоянный с нею контакт и совсем не предназначены для работы в условиях эрозии, титанирование придает обработанным деталям достаточную прочность, коррозионную и эрозионную устойчивость, но применяются главным образом при обработке деталей резервуаров для химической промышленности (этим образом обрабатывают детали из листовой стали), да и стоимость его более высокая, нежели у приведенных методов. Исходя из вышесказанного заключаю, что насыщение поверхности детали Al, Zn, Ti является нецелесообразным, следовательно предпочтительным является насыщение поверхности детали атомами Сr т.е. хромирование.
Но при использовании этого метода несколько изменится техпроцесс обработки (механической) данной детали. Описание нового ТП будет приведено ниже.
21.3 Описание выбранной ХТО
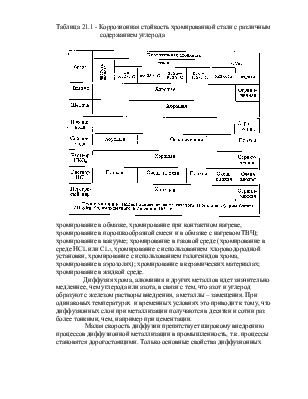
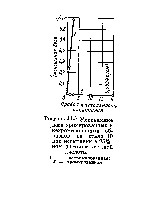
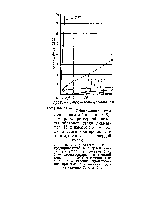
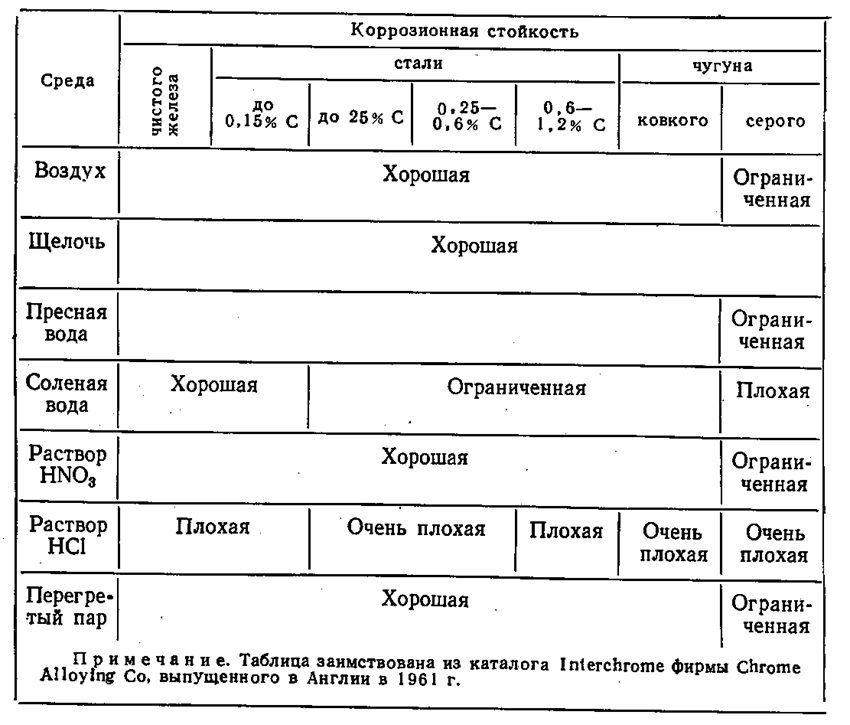
Диффузионное хромирование железоуглеродистых сплавов нашло достаточно широкое применение в отечественной и зарубежной промышленности. Поверхностное насыщение хромом позволяет значительно улучшить физико-химические и механические свойства стальных деталей, работающих в условиях интенсивного износа, в коррозионных средах при нормальной и повышенной температуре (в таблице 21.1 показана коррозионная стойкость хромированной стали с различным содержанием углерода).Однако процесс хромирования требует применения весьма высоких температур (не ниже 1000 - 1200° и выше) и длительных выдержек (не меньше 6-10ч.)
В связи с этим разрабатываются различные прогрессивные методы хромирования (с применением контактного электронагрева, нагревом ТВЧ), что позволяет добиться удешевления хромирования, сократить его трудоемкость и полностью автоматизировать его [19, Стр.38].
Различают следующие разновидности хромирования: хромирование в порошках и обмазках (хромирование в порошкообразных смесях с активизаторами, хромирование в порошкообразной смеси хрома и глинозема,
Таблица 21.1 - Коррозионная стойкость хромированной стали с различным содержанием углерода
 |
хромирование в обмазке, хромирование при контактном нагреве, хромирование в порошкообразной смеси и в обмазке с нагревом ТВЧ); хромирование в вакууме; хромирование в газовой среде (хромирование в среде НСL или CL2, хромирование с использованием хлороводородной установки, хромирование с использованием галогенидов хрома, хромирование в аэрозолях); хромирование в керамических материалах; хромирование в жидкой среде.
Диффузия хрома, алюминия и других металлов идет значительно медленнее, чем углерода или азота, в связи с тем, что азот и углерод образуют с железом растворы внедрения, а металлы – замещения. При одинаковых температурах и временных условиях это приводит к тому, что диффузионных слои при металлизации получаются в десятки и сотни раз более тонкими, чем, например при цементации.
Малая скорость диффузии препятствует широкому внедрению процессов диффузионной металлизации в промышленность, т.к. процессы становятся дорогостоящими. Только основные свойства диффузионных слоев и возможность экономии легированных сталей обуславливают их применение.
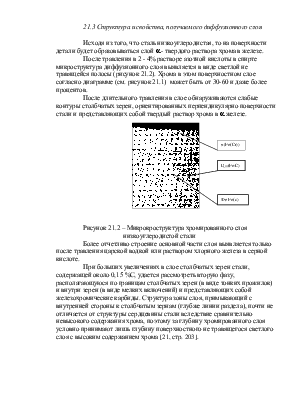
Насыщение низкоуглеродистой стали хромом, когда образуется слой твердого раствора хрома в α - железе глубиной 0,05 – 0,15 мм, производят для повышения ее коррозионной стойкости и, реже, окалиностойкости. Хромирование стали с содержанием углерода более 0,4% в результате чего образуется тонкий твердый карбидный слой глубиной 0,01 – 0,03 мм, применяют главным образом для повышения ее поверхностной твердости и износостойкости. Хромирование как метод повышения окалиностойкости, эрозионной и коррозионной стойкости иногда применяется также для обработки аустенитных сталей, хромоникелевых и кобальтовых сплавов, молибдена и других металлов и сплавов.
Так как применяется в данном случае сталь - низкоуглеродистая, то результатом обработки будет слой твердого раствора хрома в α – железе глубиной 0,05 – 0,15 мм.
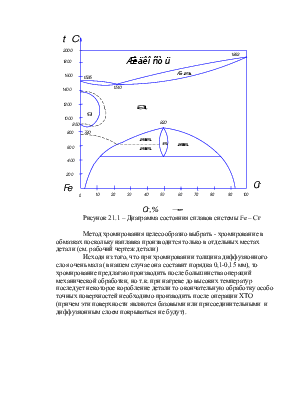
Согласно диаграмме состояния сплавов системы Fе – Cr (см. рисунок 21.1), видно, что железо с хромом образует ряд твердых растворов при неограниченной растворимости друг в друге этих компонентов при высоких температурах. Область превращения g ⇆ α ограничивается 12% Сr . В сплавах указанной системы a - твердый раствор при содержании 48,22 % Cr претерпевает превращение с образованием интерметаллоидной фазы FeCr(s).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.