![]() мкм.
мкм.
В
соответствии с ГОСТ 8.051-81 [2, с.
119, табл. 4.1] рекомендуется принять ![]() мкм.
мкм.
19.4.1.2 Определим допустимую погрешность СИ (инструментальную погрешность).
![]() [2, с. 127]
[2, с. 127]
![]() мкм
мкм
19.4.1.3 Цена деления рассчитывается в зависимости от величины допустимой инструментальной погрешности СИ. Принимаем с = Dин = 7 мкм.
19.4.1.4 Интервал деления шкалы (а) берём 1 мм, поскольку меньшее расстояние между соседними штрихами может затруднять считывание показателей СИ.
19.4.1.5 Предел измерения по шкале (А) должен превышать допуск (УТВ = 85 мкм), чтобы снятие показаний не вызывало затруднений. Принимаем А = 4×IТ = 4×25 = 100 мкм = 0,1 мм [2, с. 121-128].
19.4.1.6 Предел измерений средства (диапазон измерений) определяется условиями эксплуатации. Принимаем Б = 1 мм.
19.4.1.7 Измерительное усилие Рус обуславливается характером контролируемых поверхностей при измерении. Поскольку ограничения на его величину отсутствуют, принимаем Рус = 500 сН. Допустимое колебание измерительного усилия DРус = 100 сН.
19.4.1.8 Основным нормируемым показателем надёжности СИ является наработка t(Р) до первого отказа при вероятности безотказной работы Р. В соответствии с РД 50-650-87 оговорим количество циклов измерений:
![]() циклов.
циклов.
Вероятность безотказной работы зададим Р = 0,88 исходя из возможностей измерительных средств.
19.4.1.9 Согласно установившимся ценам на контрольно-измерительные средства, установим затраты на приобретение СИ.
Ц = 10 грн.
19.4.2 Поиск СИ по заданным ограничениям.
После того как стали известны допустимые значения по метрологическим, эксплуатационным и надёжностным показателям, можно приступить к поиску СИ, значения характеристик которого находятся в таком соотношении с допустимым:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Поиск осуществляем в соответствии с таблицами технических характеристик рычажно-зубчатых измерительных головок.
Таблица 19.3
|
Наименование СИ, ГОСТ, тип |
Характеристики СИ, |
|||||||||
|
Dин, мкм |
С, мкм |
а, мм |
А, мкм |
Б, мм |
Pус |
DPус |
t(P) |
Р, % |
Ц, грн |
|
|
Расчётные параметры |
7 |
7 |
1 |
100 |
10 |
5 |
1 |
600 |
85 |
10 |
|
Индикатор 2 МИГ ГОСТ 9696-82 |
4 |
2 |
1 |
2 |
2 |
2 |
0,7 |
5 лет |
- |
9 |
Как видно из таблицы 19.3 применяем индикатор 2 МИГ ГОСТ 9696-82 – часового типа, класс точности – 2.
! ! ! ! ! ! ! ! ! ! ! ! ! !
Рисунок 19.9 – Эскиз рычажно-зубчатого индикатора часового типа.
1 – корпус с циферблатом; 2 – гильза; 3 – наконечник.
Для проверки соответствия индикаторов требованиям ГОСТ 577-08 проводят испытания, приёмочный контроль и периодические испытания.
19.5 Эскизное проектирование.
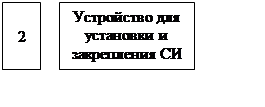
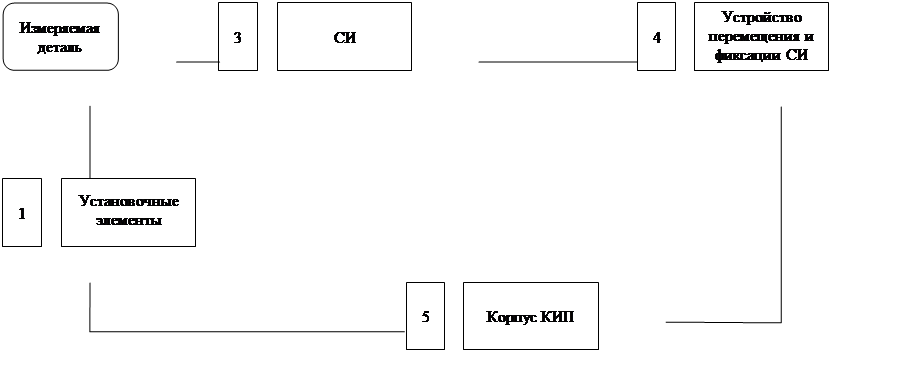
19.5.1 Составление структурной схемы КИП.
В процессе контрольной операции в приспособлении реализуются следующие функции:
1) базирование детали;
2) установка и закрепление СИ;
3) приём, передача, преобразование информации;
4) перемещение СИ из установочной в рабочую позицию;
5) объединение функциональных узлов.
Таким образом, структурная схема будет иметь вид:
 |
|||
 |
|||
Рисунок 19. 10 – Структурная схема КИП.
19.5.2 Разработка кинематической схемы КИП.
! ! ! ! ! ! ! ! ! ! ! ! ! !
Рисунок 19.11 – Кинематическая схема КИП.
19.5.3 Разработка эскизной компоновки КИП.
Обобщая данные, полученные на предыдущих этапах проектирования КИП принимаем вертикальную схему компоновки. Она обеспечивает компактность и жёсткость приспособления. Горизонтальное расположение детали в центрах обеспечивает доступ ко измеряемым поверхностям. Обеспечивается самый короткий путь прохождения сигнала от точки измерения до шкалы при вертикальном расположении измерительной головки. Исходя из схемы базирования и закрепления целесообразно предусмотреть на столе КИП возможность перемещения стоек для осуществления контроля аналогичных деталей вращения разной длины.
! ! ! ! ! ! ! ! ! ! ! ! ! !
Рисунок 19.12 – Эскизная компоновка КИП.
19.5.4 Разработка эскиза функционального узла.
Наибольший интерес представляет установка и закрепление средства измерения и перемещение его на измерительную позицию.
19.5.4.1 Рассмотрим несколько технических решений, реализующих функцию 2. Вариант представлен на рис. 19.13 (а).
! ! ! ! ! ! ! ! ! ! ! ! ! !
Должен быть сразу отвергнут, потому что деформирование (винтом) тонкой стеночки гильзы индикатора недопустимо.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.