5. Анализ базового технологического процесса
Анализ заводского технологического процесса показывает, что поверхности детали “гильза цилиндра” обрабатывается черновым и чистовым точением для наружных поверхностей, растачиванием и хонингованием - для внутренней поверхностей. В базовом технологическом процессе используется прогрессивный метод получения заготовки – кокильное литье, обеспечивающее минимальные припуски под механическую обработку.
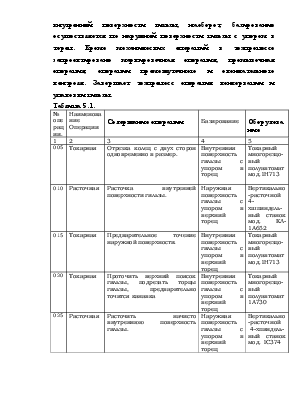
Более подробный анализ технологического процесса с точки зрения последовательности операции, выбора баз, оборудования представлен в таблице 5.1.
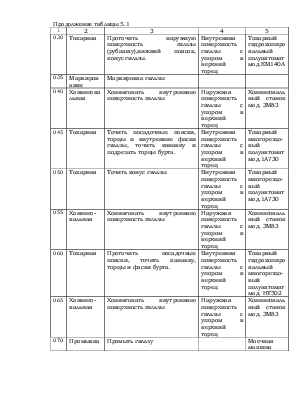
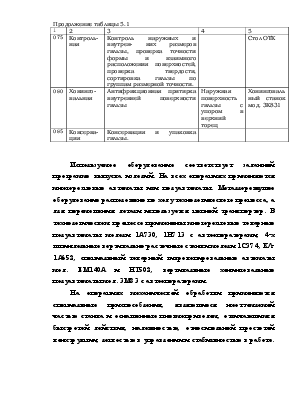
Как видно из таблицы 5.1. на первых операциях обрабатываются поверхности, которые будут служить базами для последующих операций механической обработки - это обработка торцов (отрезка литейных прибылей) и растачивание внутренней цилиндрической поверхности гильзы. Технологическая прибыль литья обусловлена невозможностью получения нужной структуры металла по краям отливки. В дальнейшем последовательность операций технологического процесса выдерживается с соблюдением принципа поэтапности, т.е. последовательного выполнения всех черновых методов обработки поверхностей гильзы, получистовых, чистовых и отделочных. Из представленной таблицы видно, что принцип постоянства баз выдерживается, т.к. при обработке наружных поверхностей гильзы, последняя базируется всегда по внутренней поверхности с упором в торец, а при обработке внутренней поверхности гильзы, наоборот, базирование осуществляется по наружной поверхности гильзы с упором в торец. Кроме механических операций в техпроцессе запроектировано маркировочная операция, промывочная операция, операции промежуточного и окончательного контроля. Завершает техпроцесс операция консервации и упаковки гильзы.
Таблица 5.1.
|
№ операции. |
Наименование Операции |
Содержание операции |
Базирование |
Оборудование |
|
1 |
2 |
3 |
4 |
5 |
|
005 |
Токарная |
Отрезка колец с двух сторон одновременно в размер. |
Внутренняя поверхность гильзы с упором в торец |
Токарный многорезцо-вый полуавтомат мод.1Н713 |
|
010 |
Расточная |
Расточка внутренней поверхности гильзы. |
Наружная поверхность гильзы с упором в верхний торец |
Вертикально-расточной 4-хшпиндель-ный станок мод. КЛ-1А652 |
|
015 |
Токарная |
Предварительное точение наружной поверхности. |
Внутренняя поверхность гильзы с упором в верхний торец |
Токарный многорезцо-вый полуавтомат мод.1Н713 |
|
020 |
Токарная |
Проточить верхний поясок гильзы, подрезать торцы гильзы, предварительно точится канавка |
Внутренняя поверхность гильзы с упором в верхний торец |
Токарный многорезцо-вый полуавтомат 1А730 |
|
025 |
Расточная |
Расточить начисто внутреннюю поверхность гильзы. |
Наружная поверхность гильзы с упором в верхний торец |
Вертикально-расточной 4-хпиндель-ный станок мод. 1С374 |
|
Продолжение таблицы 5.1 |
||||
|
1 |
2 |
3 |
4 |
5 |
|
030 |
Токарная |
Проточить наружную поверхность гильзы (рубашку),нижний поясок, конус гильзы. |
Внутренняя поверхность гильзы с упором в верхний торец |
Токарный гидрокопировальный полуавтомат мод.ЕМ140А |
|
035 |
Маркирование |
Маркировка гильзы |
||
|
040 |
Хонинговальная |
Хонинговать внутреннюю поверхность гильзы |
Наружная поверхность гильзы с упором в верхний торец |
Хонинговальный станок мод. 3М83 |
|
045 |
Токарная |
Точить посадочные пояски, торцы и внутренние фаски гильзы, точить канавку и подрезать торцы бурта. |
Внутренняя поверхность гильзы с упором в верхний торец |
Токарный многорезцо-вый полуавтомат мод.1А730 |
|
050 |
Токарная |
Точить конус гильзы |
Внутренняя поверхность гильзы с упором в верхний торец |
Токарный многорезцо-вый полуавтомат мод.1А730 |
|
055 |
Хонинго-вальная |
Хонинговать внутреннюю поверхность гильзы |
Наружная поверхность гильзы с упором в верхний торец |
Хонинговальный станок мод. 3М83 |
|
060 |
Токарная |
Проточить посадочные пояски, точить канавку, торцы и фаски бурта. |
Внутренняя поверхность гильзы с упором в верхний торец |
Токарный гидрокопировальный многорезцо-вый полуавтомат мод. НТ502 |
|
065 |
Хонинго-вальная |
Хонинговать внутреннюю поверхность гильзы |
Наружная поверхность гильзы с упором в верхний торец |
Хонинговальный станок мод. 3М83 |
|
070 |
Промывка |
Промыть гильзу |
Моечная машина |
|
|
Продолжение таблицы 5.1 |
||||
|
1 |
2 |
3 |
4 |
5 |
|
075 |
Контроль-ная |
Контроль наружных и внутрен- них размеров гильзы, проверка точности формы и взаимного расположения поверхностей, проверка твердости, сортировка гильзы по группам размерной точности. |
Стол ОТК |
|
|
080 |
Хонинго-вальная |
Антифрикционная притирка внутренней поверхности гильзы |
Наружная поверхность гильзы с упором в верхний торец |
Хонинговальный станок мод. 3К831 |
|
085 |
Консерва-ция |
Консервация и упаковка гильзы. |
||
Используемое оборудование соответствует заданной программе выпуска изделий. На всех операциях применяются многорезцовые автоматы или полуавтоматы. Металлорежущее оборудование расположено по ходу технологического процесса, а для перемещения детали используется цепной транспортер. В технологическом процессе применены многорезцовые токарные полуавтоматы модели 1А730, 1Н713 с автооператорами, 4-х шпиндельные вертикально-расточные станки модели 1С374, КЛ-1А652, специальный токарный гидрокопировальные автоматы мод. ЕМ140А и НТ502, вертикальные хонинговальные полуавтоматы мод. 3М83 с автооператорами.
На операциях механической обработки применяются специальные приспособления, являющиеся неотъемлемой частью станка и оснащенные пневмоприводом, отличающимся быстротой действия, надежностью, относительной простотой конструкции, легкостью в управлении и стабильностью в работе.
В базовом технологическом процессе используются современные контрольно-измерительные приспособления, различный режущий инструмент, в частности резцы отрезные, подрезные, проходные, канавочные, бруски алмазные хонинговальные. Резцы применяются с напайными пластинами из твердого сплава типа ВК6, ВК8, что позволяет вести обработку чугунной детали, а также обеспечивать необходимое качество обработанных поверхностей и точность размеров. Режимы резания на механическую обработку не соответствуют расчетным, поскольку учитывается коэффициент на износ оборудования и оснастки, что не будет иметь место в проектированном процессе, поскольку принимается оборудование и оснастка вся новая. В процессе механической обработки в целях увеличения срока службы режущего инструмента и получения нужной чистоты поверхности использует СОЖ в виде эмульсии, в состав которых входят щелочи.
Источниками брака на механических операциях служат, в основном, литейные дефекты и результаты несвоевременной переточки режущего инструмента, и подналадки станка.
Таким образом в результате анализа заводского технологического процесса механической обработки гильзы цилиндра установлено, что
существующий способ получения заготовки, схемы базирования, а также применяемое оборудование и технологическая оснастка обеспечивают требуемые параметры качества заданных деталей.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.