


Специальные команды
Безусловный переход Р
Эта команда используется для изменения порядка выполнения программы, указания начального кадра программы, которая в данный момент используется для обработки детали, или для того чтобы зациклить программу при обкатке станка.
Рассмотрим порядок задания этой команды для перечисленных случаев.
Например, при отладке программы обнаружилось, что между 21 и 23 кадрами надо добавить несколько дополнительных кадров, но рядом свободных ячеек памяти нет. Но есть свободный участок памяти с ячейки 100 по ячейку 120.тогда
Начальный вариант программы Отредактированный вариант
N 20 X 10000 ~ N 20 X 10000 ~
N 21 Z 20000~ N 21 Z 20000 ~
N22 N 22 P 100—Команда на выпол-
![]()
![]()
![]()
![]() нение кадра N 100
нение кадра N 100
![]()
![]()
![]()
![]() N 23 Z 1000 ~ N 23 Z 1000 ~
N 23 Z 1000 ~ N 23 Z 1000 ~
N 24 X 2500~ N 24 X 2500 ~
![]()
![]()
![]()
![]() N 100 X 1500 ~
N 100 X 1500 ~
![]()
![]()
![]()
![]() N 101 Z 1300 ~
N 101 Z 1300 ~
N 102 X 1000
N 103 P 23—Команда на выполнение кадра N 23
Когда УП короткие, то в памяти машины можно разместить их несколько штук. Например, программа на деталь А занимает ячейки с 1 по 70; на деталь Б- с 75 по 120; на деталь В- с 125 по 195; на деталь Г- с 200 по 249. Таким образом в памяти хранится 4 УП.
При этом кадр 0 не занимается программами. Когда нужно, например, обрабатывать деталь Б, то в нулевой кадр при наладке станка запишем Р 75.А так как считывание всегда начинается с нулевой ячейки, то следует безусловный переход к ячейке 75, где начинается нужная УП.
Безусловный переход можно, как сказано выше, использовать для зацикливания программы. Например:
N 10 X 1000 ~
N 11 Z –5000 ~
N 12 X-1000 ~
N 13 Z 5000 ~
N14 P 10-команда на выполнение 10 кадра. Движение по прямоугольнику 10 на 50 мм. Будет выполняться до тех пор пока оператор не нажмет кнопку «СТОП»
Повтор части программы по функции G 25
Если деталь имеет несколько идентичных элементов, то не нужно каждый раз эти элементы программировать. Достаточно написать программу обработки первого по порядку обработки элем ента, а все остальные, похожие элементы обрабатывать повторяя нужное число раз типовой участок программы.
Функция G 25 имеет формат:
Р 000 000 * Первые три разряда это начальный кадр повторяемого участка программы, вторые три разряда- конечный кадр повторяемого участка программы
Р 00-Количество повторений участка программы.
Если участок повторяется один раз, то второй параметр не задают.
Внутри этого участка может находиться команда G 25. Такая процедура называется «вложением».Число таких вложений не может быть больше 7.
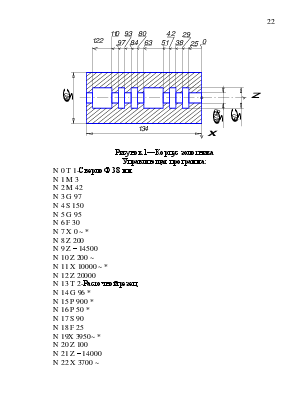
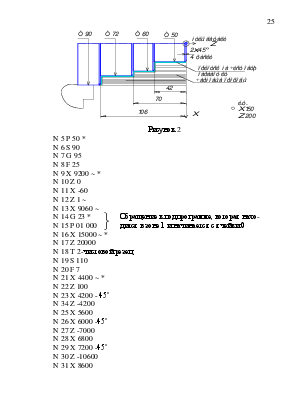
Рассмотрим пример обработки корпуса золотника, показанный на рисунке 1
Рисунок 1—Корпус золотника
Управляющая программа:
N 0 T 1-Сверло Ф 38 мм.
N 1 M 3
N 2 M 42
N 3 G 97
N 4 S 150
N 5 G 95
N 6 F 30
N 7 X 0 ~ *
N 8 Z 200
N 9 Z – 14500
N 10 Z 200 ~
N 11 X 10000 ~ *
N 12 Z 20000
N 13 T 2-Расточной резец
N 14 G 96 *
N 15 P 900 *
N 16 P 50 *
N 17 S 90
N 18 F 25
N 19X 3950~ *
N 20 Z 100
N 21 Z – 14000
N 22 X 3700 ~
N 23 Z 200 ~
N 24 X 10000 ~ *
N 25 Z 20000
N 26 T 3-Резец внутренний канавочный с шириной режущей кромки 4 мм.
N 27 S 80
N 28 X 3800 ~ *
N 29 Z 100
N 30 Z – 2900 ~
![]()
![]()
![]() N 31 F 7
N 31 F 7
![]()
![]() N
32 X 1200
N
32 X 1200
![]()
![]()
![]() N 33 X – 1200 ~
N 33 X – 1200 ~
![]()
![]()
![]()
![]() N 34 Z – 1300 ~
N 34 Z – 1300 ~
N 35
N 36
![]() N 37 G 25 * Расточка второй канавки и переход в широкую
N 37 G 25 * Расточка второй канавки и переход в широкую
![]() N 38 P 32 034 канавку (42+13=55)
N 38 P 32 034 канавку (42+13=55)
![]()
![]()
![]()
![]()
![]() N 39 Х – 1200 Один проход при
расточке широкой
N 39 Х – 1200 Один проход при
расточке широкой
![]()
![]()
![]()
![]() N
40 X 1200 ~ канавки
N
40 X 1200 ~ канавки
![]()
![]()
![]() N 41 Z – 300 ~
N 41 Z – 300 ~
N 42
![]() N 43
N 43
N 44 G 25 * Повторение для формирования широкой
N 45 P 39 041 * канавки ( 4x3мм+4мм=63-51=12)
N 46 P 3
N 47
N 48
N 49 Z –8400 ~
![]() N 50 G 25 * Расточка двух узких канавок и переход в
N 50 G 25 * Расточка двух узких канавок и переход в
N 51 P 32 034* начало расточки широкой канавки
N 52 P 2
N 53
![]() N 54
N 54
N 55 G 25 *
N 56 P 39 041 * Расточка второй широкой канавки
N 57 P 4 (4х3мм=12мм)
N 58 Z 200 ~
N 59 X 10000 ~ *
N 60 Z 20000
N 61 T 4-Развертка Ф 40 Н9
N 62 G 97
N 63 S 50
N 64 F 150
N 65 X 0 ~ *
N 66 Z 200
N 67 Z –14000
N 68 Z 200 ~
N 69 X 10000 * ~
N 70 Z 25000
N 71 M 5
N 72 M 30
С помощью этой функции можно вызвать из соответствующей зоны памяти подпрограмму, что существенно сокращает объем основной программы и упрощает внедрение программы.
Функция имеет следующий формат : G 23 *
Два старших разряда указывают зону памяти, в которой занесена подпрограмма, следующие три разряда есть адрес начала подпрограммы. Конец подпрограммы программируется М 17.
Здесь также возможны «вложения», и их количество не может быть более 7.
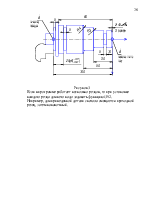
Рассмотрим пример на применение функции G 23. На рисунке 2 приведен эскиз наладки. Обработка ведется в два приема, сначала черновая, затем чистовая. Припуск на чистовую обработку оставим таким: 0,5мм по диаметру, и 0,2мм на торцевые поверхности.
Черновую обработку оформим как подпрограмму.
Управляющая программа:
N 0 T 1-проходной резец
N 1 M 3
N 2 M 42
N 3 G 96 *
N 4 P 900 *
 Рисунок 2
Рисунок 2
N 5 P 50 *
N 6 S 90
N 7 G 95
N 8 F 25
N 9 X 9200 ~ *
N 10 Z 0
N 11 X -60
N 12 Z 1 ~
N 13 X 9060 ~
![]() N 14 G 23 * Обращение к подпрограмме, которая нахо-
N 14 G 23 * Обращение к подпрограмме, которая нахо-
N 15 P 01 000 дится в зоне 1 и начинается с ячейки 0
N 16 X 15000 ~ *
N 17 Z 20000
N 18 T 2-чистовой резец
N 19 S 110
N 20 F 7
N 21 X 4400 ~ *
N 22 Z 100
N 23 X 4200 - 45º
N 34 Z -4200
N 25 X 5600
N 26 X 6000 -45º
N 27 Z -7000
N 28 X 6800
N 29 X 7200 -45º
N 30 Z -10600
N 31 X 8600
N 32 X 9200 -45º
N 33 X 15000 ~ *
N 34 Z 20000
N 35 M 30
Подпрограмма, которая находится в зоне 1:
![]()
![]()
![]() N 0 X –300 ~ установка
глубины резания 1,5 мм.
N 0 X –300 ~ установка
глубины резания 1,5 мм.
 |
|||
![]() N 1 Z –10680 проточка на длину 106,8мм.
N 1 Z –10680 проточка на длину 106,8мм.
![]()
![]()
![]() N 2 X 200 ~ отскок на
1мм.
N 2 X 200 ~ отскок на
1мм.
![]()
![]()
![]()
![]() N 3 Z 10680 ~ возврат
к торцу
N 3 Z 10680 ~ возврат
к торцу
![]()
![]()
![]()
![]()
![]() N
4 X -500~ заглубление на второй проход
( 2,5 мм )
N
4 X -500~ заглубление на второй проход
( 2,5 мм )
N 5 пробел ( отскок 1мм и глубина резания 1,5мм )
![]() N 6
N 6
N 7 G 25 * повторение участка подпрограммы с 0 по 4 кадр
N 8 P 0 004 *
![]() N 9 P 5
N 9 P 5
![]()
![]() N
10 Z -7080 проход на длину 70,8мм с
глубиной 1,5 мм.
N
10 Z -7080 проход на длину 70,8мм с
глубиной 1,5 мм.
 |
|||
![]() N 11 X 200 ~ отскок на 1мм.
N 11 X 200 ~ отскок на 1мм.
 |
![]() N 12 Z 7080 ~ возврат к торцу
N 12 Z 7080 ~ возврат к торцу
![]()
![]()
![]() N 13 X –500 ~ заглубление
на новый проход ( 2,5мм )
N 13 X –500 ~ заглубление
на новый проход ( 2,5мм )
![]() N 14 пробел
N 14 пробел
![]() N 15
N 15
N 16 G 25 * повторение участка подпрограммы с 10 по 13
N 17 P 10013 * кадр
![]() N 18 P 3
N 18 P 3
![]()
![]()
![]() N 19 Z –4280 проточка
на длину 42,8мм
N 19 Z –4280 проточка
на длину 42,8мм
 |
![]() N 20 X 200 ~ отскок на 1мм.
N 20 X 200 ~ отскок на 1мм.
 |
![]() N 21 Z 4280 ~ возврат к торцу
N 21 Z 4280 ~ возврат к торцу
![]()
![]()
![]() N 22 X –550 ~ установка
новой глубины резания 2,25мм
N 22 X –550 ~ установка
новой глубины резания 2,25мм
![]() N 23 (отскок
1мм. + глубина резания 1,25 мм)
N 23 (отскок
1мм. + глубина резания 1,25 мм)
N 24 пробел
![]() N 25 G 25 * повторение подпрограммы с 19 по 22 кадр
N 25 G 25 * повторение подпрограммы с 19 по 22 кадр
N 26 P 19 022 *
N 27 P 2
N 28 M 17
Формат команды:
G 92 *
![]()
![]()
![]() X.....( X..... ) *
X.....( X..... ) *
|
||
![]() Z......(Z.... )
Z......(Z.... )
Некоторые детали имеют несколько конструкторских баз, поэтому размеры детали задаются от нескольких поверхностей. При разработке УП , чтобы не производить пересчет размерной цепочки удобнее поменять нуль системы координат детали. Вот для этой цели и используется функция G 92.
В формате Х-смещение нового нуля относительно прежнего. Для токарных деталей это обычно 0. Z- положение нового нуля относительно прежнего по оси Z. Размер может задаваться в абсолютных координатах и в приращениях.
После отработки участка программы относительно нового нуля надо возвратить привязку на прежнее место повторным заданием
G 92.
Пример детали требующей смещения нуля привязки показана на рисунке 3.
Рисунок 3
Если в программе работает несколько резцов, то при установке каждого резца для него надо задавать функцию G92.
Например, для приведенной детали сначала смещается проходной резец, затем канавочный.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.