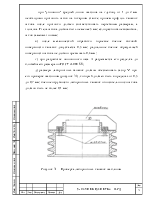
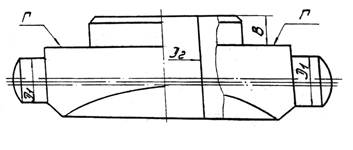
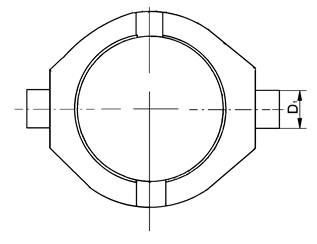
5.4.3 Опора пружины (рисунок 24, таблица17):
а) трещины, отколы и надрывы на поверхности цапф диаметра D1 не допускаются; в случае износа поверхности цапф по диаметру D1 разрешается восстанавливать эти поверхности методом электролитического осталивания или металлизации;
б) допускается равномерный износ поверхности "Г" (рисунок 24) на глубину не более 1 мм; в случае большего износа разрешается производить восстановление поверхности "Г" наплавкой с последующей механической обработкой до чертёжного размера; при большом износе опоры пружины разрешается производить восстановление электролитическим осталиванием или металлизацией до чертёжного размера.
Опора пружины (немецкого производства)
Опора пружины (тверского производства)
Рисунок 24
Таблица 17
|
Обозначение |
Чертёжные размеры |
Допускаемые размеры при выпуске из ремонта |
|
|
ТВЗ |
Немецкий |
||
|
D1 |
19-0,52 |
19-0,28 |
19-0,4 |
|
B |
- |
12 |
13 |
|
D2 |
- |
34+0,34 |
34+0,5 |
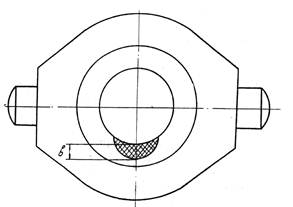
Износ опоры пружины «в» не более 10 мм в радиальном направлении и в осевом – на всю толщину детали.
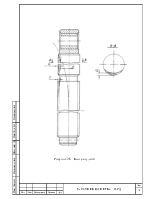
5.4.4 Винт (рисунок 25, таблица 19)
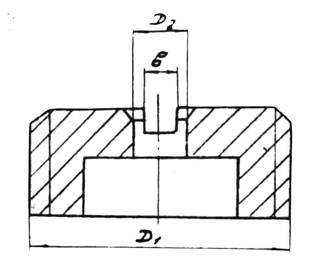
Рисунок 25 - Винт
Таблица 19
|
Обозначение |
Чертёжные размеры (немецкий) |
Допускаемые размеры при выпуске из ремонта |
|
D1 |
М16×1 |
М16×1 |
|
D2 |
5,5+0,20 |
5,5+0,5 |
|
в |
2 |
2,5 |
а) резьба D1 должна быть проверена и отремонтирована в соответствии с требованиями п. 5.1.6 настоящего Руководства;
б) разработка направляющего отверстия диаметром D2 допускается не более чем на 0,5 мм от чертёжного размера; при большем износе деталь заменяют новой;
в) при разработке паза b его увеличивают до размера, указанного в таблице 19.
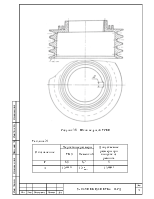
5.4.5 Втулка (рисунок 26,таблица20)
а) трещины, сколы бортов В не допускаются;
б)
допускается равномерный износ поверхности Г (рисунок 26) не более 1 мм; при большем износе разрешается производить восстановление
поверхности Г наплавкой с последующей механической обработкой до чертёжных размеров;
Таблица 20
|
Обозначение |
Чертёжные размеры (немецкий) |
Допускаемые размеры при выпуске из ремонта |
|
D1 |
34+0,34 |
34+0,5 |
|
D2 |
40-0,17 |
40-0,5 |
|
h |
6 |
6+1 |
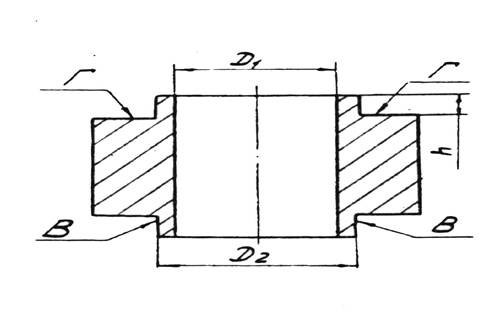
Рисунок 26 - Втулка
в) допускается равномерная разработка отверстия D1 не более чем на 0,5 мм от чертёжного размера; при большем износе разрешается восстанавливать электролитическим осталиванием;
г) износ поверхности втулки по диаметру D2 не должен превышать предельных размеров, указанных в таблице 20.
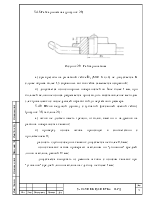
5.4.6 Кронштейн (рисунок 27)
а) трещины, отколы, надрывы на кронштейне не допускаются;
б) выработка на втулках 1 и 2 не допускается, втулки при этом заменяют новыми.
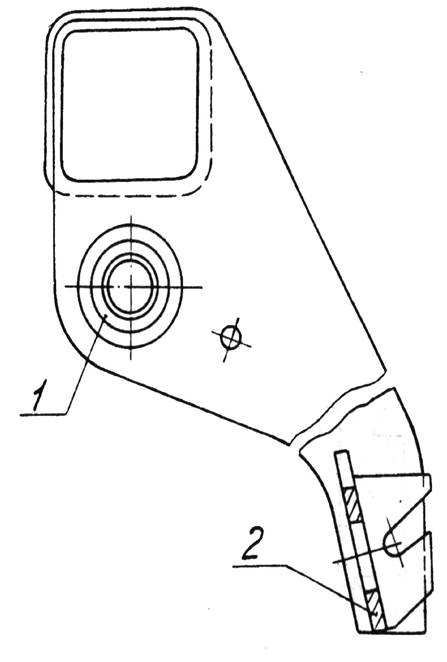
Рисунок 27 - Кронштейн
5.4.7 Болт с втулкой (рисунок 28)
а) срыв и смятие резьбы на болте не допускаются; при срыве резьбы более чем на 1,5 витка болт заменяют новым;
б) износ втулки не допускается; при наличии износа втулку заменяют новой;
в) величина изгиба промежуточной части болта (d) допускается не более 5 мм, смятия резьбы (с) – не более 1,5 мм, износа болта (а) – не более 5 мм; устранение изгиба промежуточной части болта производят правкой.
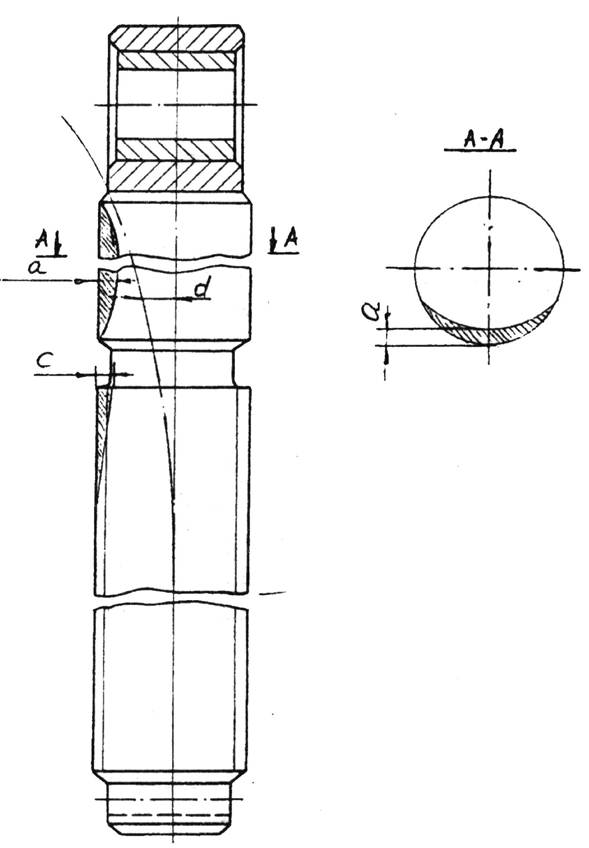
Рисунок 28 – Болт с втулкой
5.4.8 Гайка рычажная (рисунок 29)
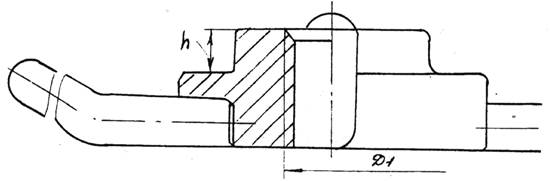
Рисунок 29 - Гайка рычажная
а) срыв резьбы на рычажной гайке D1 (М30×6 кл.3) не допускается. В случае обрыва более 1,5 сорванных витков гайка заменяется исправной;
б) допускается износ опорных поверхностей по h не более 1 мм, при большей величине износа разрешается производить восстановление методом электронаплавки с последующей обработкой до чертёжного размера.
5.4.9 Шкив ведущий (привод с зубчатой фиксацией осевой гайки) (рисунок 30, таблица 21):
а) шкив не должен иметь трещин, отколов, вмятин и надрывов на рабочих поверхностях канавок;
б) проверку износа шкива производят в соответствии с приложением Н;
- разность глубин соседних канавок допускается не более 0,3 мм;
- износ канавок шкива проверяют шаблоном по "утопанию" средней линии шаблона, равной 19 мм;
- допускается выпускать из ремонта шкивы с износом канавок при "утопании" средней линии шаблона на глубину не более 1 мм;
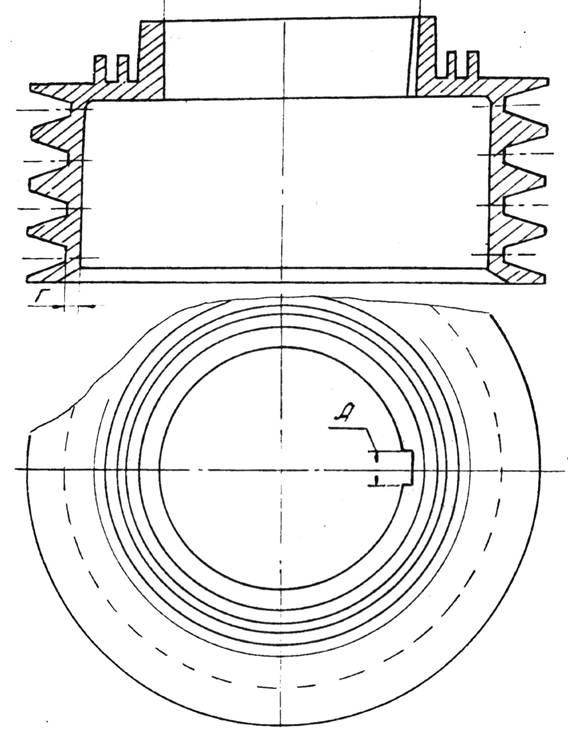
Рисунок 30 - Шкив ведущий ТРКП
Таблица 21
|
Обозначение |
Чертёжные размеры |
Допускаемые размеры при выпуске из ремонта |
|
|
ТВЗ |
Немецкий |
||
|
Г |
8,5 |
8,7 |
5 |
|
А |
12±0,021 |
12 |
13±0,021 |
- при "утопании" средней линии шаблона на глубину от 1 до 2 мм необходимо проточить шкив на токарном станке, причем профиль канавок шкива после проточки должен соответствовать чертежным размерам, а толщина Г тела шкива должна быть не менее 5 мм; если расточка невозможна, шкив заменяют новым;
в) после механической обработки торцевое биение боковой поверхности канавок допускается 0,5 мм; радиальное биение образующей поверхности шкива не должно превышать 0,3 мм;
г) при разработке шпоночного паза А разрешается его разделка до ближайшего размера по ГОСТ 24068-80;
д) размеры лабиринтных канавок должны обеспечивать зазор "а" при его проверке шаблоном (рисунок 31), который должен быть в пределах от 0,5 до 0,7 мм; биение окружности лабиринтных канавок относительно оси шкива должно быть не более 0,1 мм;
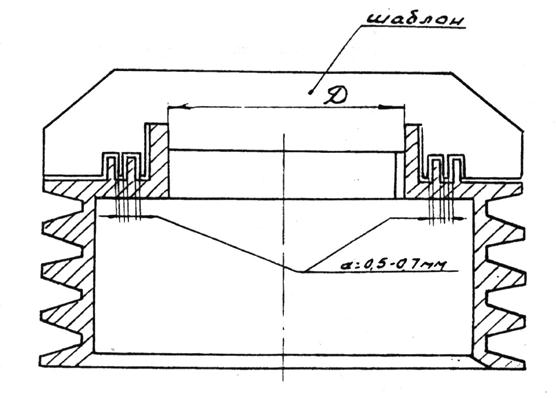
Рисунок 31 - Проверка лабиринтных канавок шаблоном
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.