





Новосибирский Государственный Технический Университет
по дисциплине
«Оборудование машиностроительного производства»
на тему:
«Структурный и кинематический анализ горизонтально-фрезерного станка модели 6П80Г»
|
Факультет: |
МТ |
|
Группа: |
КП-71 |
|
Студент: |
|
|
Преподаватель: |
|
.
Новосибирск
2000
ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 6П80Г
Общая характеристика станка
Назначение станка. Станок предназначен для фрезерования различных деталей из стали, чугуна и цветных металлов сравнительно небольших размеров. Обработка деталей осуществляется цилиндрическими, дисковыми, фасонными, угловыми, модульными и торцовыми фрезами как встречным, так и попутным фрезерованием. Станок используется в условиях индивидуального и серийного производства. При наличии делительной головки можно фрезеровать прямозубые шестерни, рейки, канавки и т. п.
Достаточная мощность приводов и широкий диапазон скоростей и подач .позволяют успешно работать на станке, как быстрорежущими фрезами, так и фрезами, оснащенными пластинками твердого сплава.
Техническая характеристика станка
· Рабочая поверхность стола в мм ……………………200х800
· Число скоростей вращения шпинделя ……………12
· Пределы чисел оборотов шпинделя в минуту …..50-2240
· Количество скоростей подач стола ………………12
· Пределы скоростей подач стола в мм/мин:
· Продольных………………………………………..22,4-1000
· Поперечных………………………………………...16-710
· Вертикальных………………………………………8-355
· Скорость быстрого перемещения стола в мм/мин:
· Продольного………………………………………...2400
· Поперечного…………………………………………1710
· Вертикального………………………………………855
· Мощность главного электродвигателя в квт………2,8
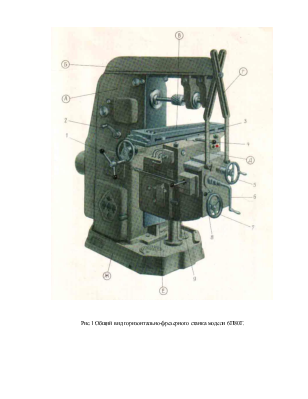
Основные узлы станка (рис. 76). А—станина с коробкой скоростей и шпиндельным узлом; Б—хобот с 'подвеской; В—стол;
Г—дополнительная связь консоли с хоботом; Д—поперечные салазки; Е—консоль с коробкой подач; Ж—основание станка. •
Органы управления. 1 — рукоятка для. переключения коробки скоростей; 2—рукоятка для переключения перебора шпинделя;
3 — маховичок ручного продольного перемещения стола; 4 — рукоятка включения продольной подачи стола; 5—маховичок ручного поперечного перемещения стола; 6—рукоятка ручного вертикального перемещения, консоли; 7—маховичок для переключения коробки подач; 8 — рукоятка переключения перебора коробки подач; 9 — рукоятка для включения и реверсирования поперечной и вертикальной подач стола.
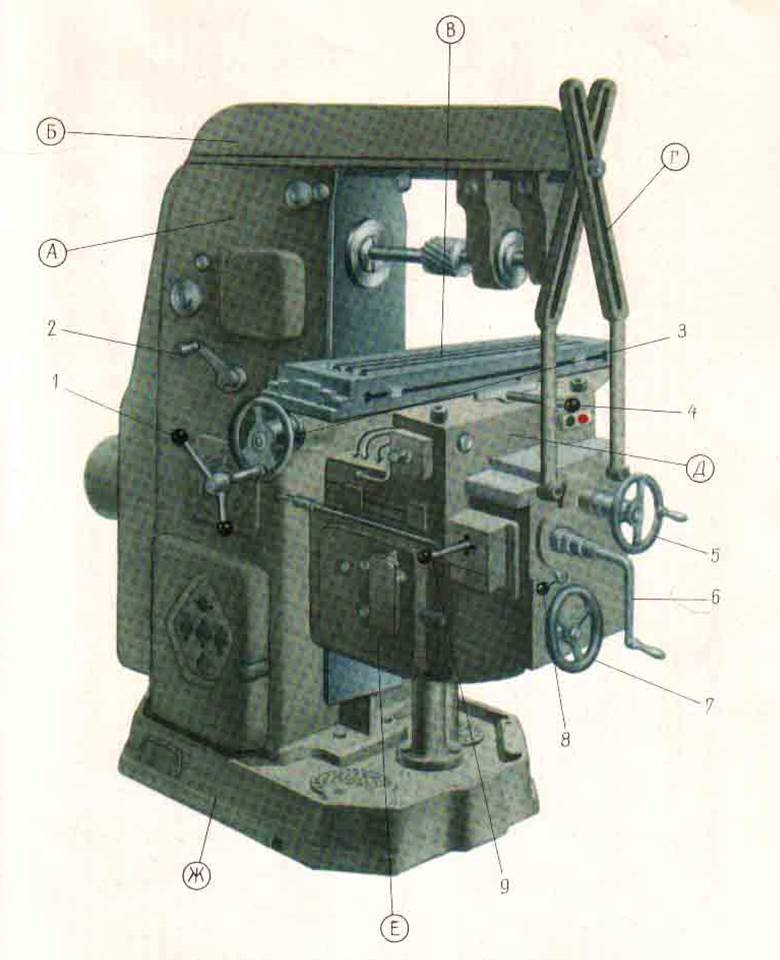 |
Рис.1 Общий вид горизонтально-фрезерного станка модели 6П80Г.
 |
 |
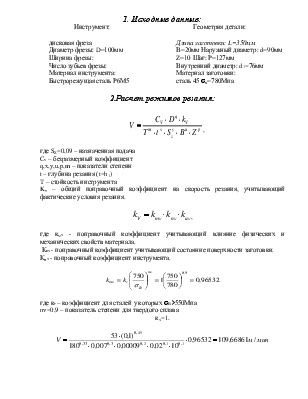
1. Исходные данные:
Диаметр фрезы: D=100мм В=20мм Наружный диаметр: d=90мм
Ширина фрезы: Z=10 Шаг: Р=127мм
Число зубьев фрезы: Внутренний диаметр: d1=76мм
Материал инструмента: Материал заготовки:
Быстрорежущая сталь Р6М5 сталь 45 sв=780Мпа
2.Расчет режимов резания:
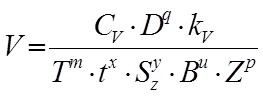 ,
,
где SZ=0,09 – назначенная подача
Cv – безразмерный коэффициент
q,x,y,u,p,m – показатели степени
t – глубина резания (t=h1)
T – стойкость инструмента
Kv – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания.
![]() ,
,
где кмn - поправочный коэффициент учитывающий влияние физических и механических свойств материала.
Кnn - поправочный коэффициент учитывающий состояние поверхности заготовки.
Киn - поправочный коэффициент инструмента.

где кг – коэффициент для сталей у которых sВ>550Мпа
nv=0,9 – показатель степени для твердого сплава
кn=1.

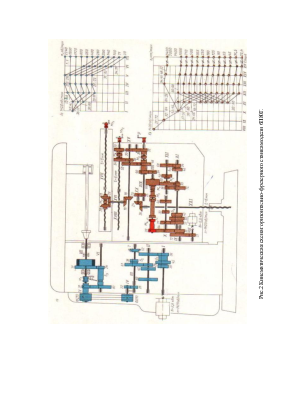
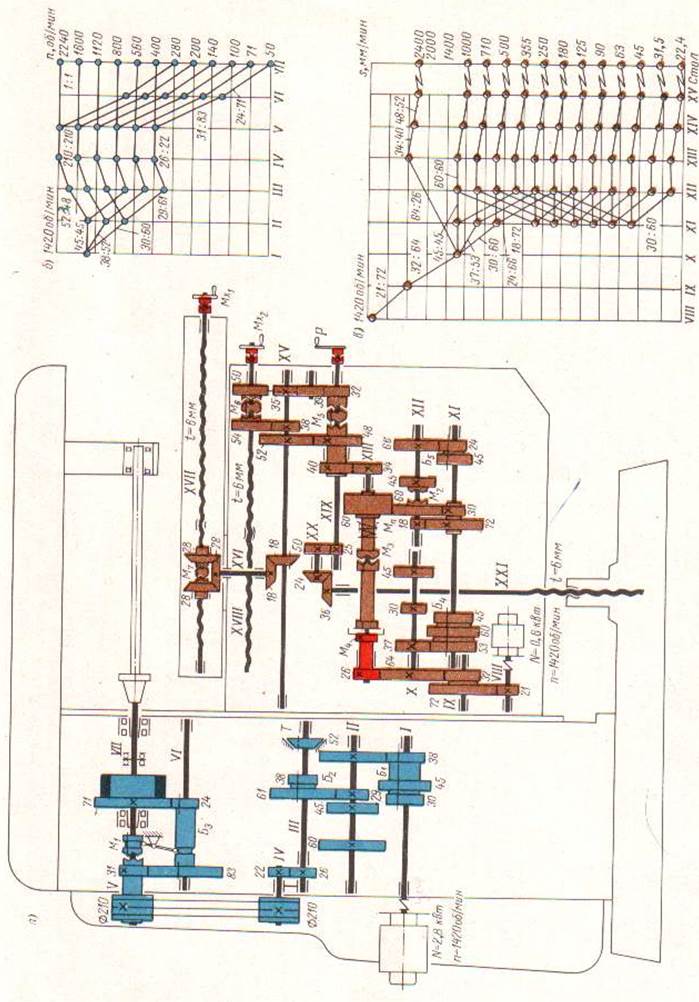
3.Структурный и кинематический анализ станка.
Расчет настроечных параметров станка:
При фрезеровании винтовой канавки на станке 6П80Г на обрабатываемой детали образуется винтовая линия, которая получается методом следа. Она же является направляющей. Образующая – профиль фрезы (ломаная линия), получается методом копирования (не требует формообразующего движения).
Элементарные движения:
В1 – вращение фрезы
В2 –вращение заготовки
В – поворот стола
П3 –продольная подача стола
П4 –поперечная подача стола
П5 –вертикальная подача стола
В2 –движение деления
П7 –перемещение задней бабки для фиксации заготовки
П8 –движение упора
П9 - движение упора
Для обработки винтовой канавки из перечисленных элементарных движений образуются следующие исполнительные движения:
Фn( В1) [об/мин] – создается образующая
ФS( В1) [мм/мин] – создается направляющая
Уст(П5); Уст(П4); Уст(В);Всп(П3); Всп(П4); Всп(П5);
Всп(В6); Всп(П7); Всп(П8); Всп(П9); D(В2);
3.1.Движение резания:
Фn( В1)
Движение резания является простым, следовательно внутреннюю связь обеспечивают шпиндель- подшипники. Внешняя связь ЭМ1-3-V1-N1-13, с органом настройки скорости и направления, путь и конечная точка не настраиваются т.к. траектория замкнута.
На
кинематической схеме станка внешняя связь включает в себя кинематическую цепь:  , где iv1 – орган настройки скорости.
, где iv1 – орган настройки скорости.

Из перечня частот вращения инструмента возможных на данном станке, выбираем ближайшую меньшую, во избежание аварийных ситуаций.
|
nдв®nф nдв×Р3-13×iv1=nф
3.2.Движение подачи:
ФS( В2П3)
Сложное исполнительное движение с незамкнутыми траекториями элементарных движений; настраивается по пяти параметрам. Два элементарных движения В2 и П3 согласует орган настройки траектории 2-Р1-F-1.
К внетренней связи присоединяется внешняя с учетом размерности параметра скорости и основного потока мощности.
|
nдв®S
Scosa=nдв×P5-14×iv3
![]()

Контурная подача: Sк=Sz×Z×nф=90мм/мин
Продольная подача: Sпрод= Sк×cos65,811=36,81мм/мин(»31,5 мм/мин)
![]()

Фактическая продольная подача: 
Погрешность составила: 
Нарезание винтовых канавок. Настройка универсальной делительной головки и станка для нарезания на обрабатываемой детали z винтовых канавок дисковой фрезой состоит из трех элементов: настройки винторезной цепи, которая связывает посредством сменных колес ходовой винт х (рис. 88, г) продольной подачи универсально-фрезерного станка со шпинделем /// делительной головки; настройки делительной 'цепи простым методом для нарезания на детали z канавок и установки стола станка под углом b, равным углу наклона винтовых канавок. Подбор сменных ко лес винторезной цепи производится по формуле
где N — характеристика головки;
tx—шаг ходового винта продольной подачи станка в мм;
Т -— шаг винтовой линии нарезаемой канавки в мм.
При перемещении суппорта на 1 шаг Р заготовки винтовой канавки деталь
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.