Фиксируется посредством шайбы зажимной 44-41149,кольца 4128 и круглой гайки 44 60362А.
На поверхность Ø55h10 устанавливается манжета 2.2-55х80-1.
Поверхность Ø201h12 предназначена для предотвращения вращения валов коробки передач, при помощи фрикционных колодок, входящих в контакт со шкивом.
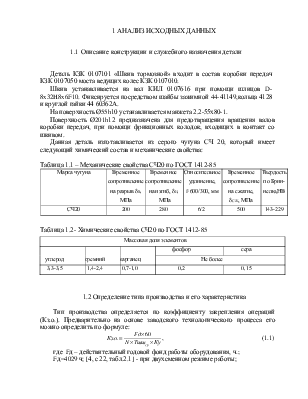
Данная деталь изготавливается из серого чугуна СЧ 20, который имеет следующий химический состав и механические свойства:
Таблица 1.1 – Механические свойства СЧ20 по ГОСТ 1412-85
|
Марка чугуна |
Временное сопротивление на разрыв δВ, МПа |
Временное сопротивление на изгиб, δИ, МПа |
Относительное удлинение, f∙600/300, мм |
Временное сопротивление на сжатие, δСЖ, МПа |
Твердость по Брин-нелю,НВ |
|
СЧ20 |
200 |
280 |
6/2 |
500 |
143-229 |
Таблица 1.2- Химические свойства СЧ20 по ГОСТ 1412-85
|
Массовая доля элементов |
||||
|
углерод |
кремний |
марганец |
фосфор |
сера |
|
Не более |
||||
|
3,3-3,5 |
1,4-2,4 |
0,7-1,0 |
0,2 |
0,15 |
1.2 Определение типа производства и его характеристика
Тип производства определяется по коэффициенту закрепления операций (Кз.о.). Предварительно на основе заводского технологического процесса его можно определить по формуле:
 , (1.1)
, (1.1)
где Fд – действительный годовой фонд работы оборудования, ч.;
Fд=4029 ч; [4, с 22, табл.2.1] - при двухсменном режиме работы;
N-годовой объем выпуска детали, шт.; N=2500
T шт![]() - среднее
штучное или штучно-калькуляционное время, мин;
- среднее
штучное или штучно-калькуляционное время, мин;
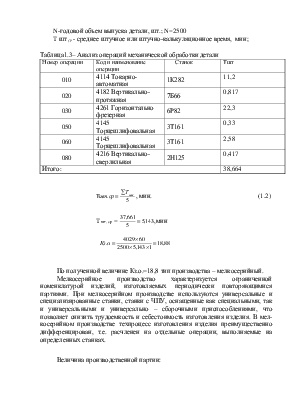
Таблица1.3– Анализ операций механической обработки детали
|
Номер операции |
Код и наименование операции |
Станок |
Тшт |
|
010 |
4114 Токарно- автоматная |
1К282 |
11,2 |
|
020 |
4182 Вертикально-протяжная |
7Б66 |
0,817 |
|
030 |
4261 Горизонтально фрезерная |
6Р82 |
22,3 |
|
050 |
4145 Торцешлифовальная |
3Т161 |
0,33 |
|
060 |
4145 Торцешлифовальная |
3Т161 |
2,58 |
|
080 |
4216 Вертикально-сверлильная |
2Н125 |
0,417 |
|
Итого: |
38,664 |
||
 ,
мин. (1.2)
,
мин. (1.2)
Tшт. ср =  ,мин
,мин
Мелкосерийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями. При мелкосерийном производстве используются универсальные и специализированные станки, станки с ЧПУ, оснащенные как специальными, так и универсальными и универсально – сборочными приспособлениями, что позволяет снизить трудоемкость и себестоимость изготовления изделия. В мелкосерийном производстве техпроцесс изготовления изделия преимущественно дифференцирован, т.е. расчленен на отдельные операции, выполняемые на определенных станках.
Величина производственной партии:
 ,
(1.2)
,
(1.2)
где a – число дней, на которые необходимо иметь запас деталей;
Фр.д. – число рабочих дней в году.
 шт.
шт.
Заготовкой служит отливка, которая может использоваться в мелкосерийном производстве.
1.3 Анализ детали на технологичность
1 Качественный анализ на технологичность.
Основные задачи, решаемые при анализе технологичности конструкции детали, сводится к возможному уменьшению трудоемкости и металлоемкости, возможности обработки высокопроизводительными методами.
Деталь КЗК 0107101 «Шкив тормозной» изготавливается из серого чугуна СЧ 20 по ГОСТ 1412-85. Заготовкой является отливка. Отливка довольно проста по конфигурации, но требует стержневой формовки для образования внутренних полостей. Заготовка имеет несложную конфигурацию, что обеспечивает хороший подвод инструмента.
В конструкции детали отсутствуют технологические трудности связанные с её базированием, как на начальной, так и на конечной стадиях обработки.
Оптимально выполнена технологическая увязка размеров и требований, оговоренных допусками и технологическими условиями. Шероховатость обрабатываемых поверхностей увязана с возможностями технологического оборудования. Конструкцией детали предусмотрена возможность проведения необходимых измерений, определения размеров, согласно требований чертежа.
Шлицевая поверхность D-8x32x38H8x6F10 обрабатываемая на вертикально-протяжном станке 7Б66 должна быть выполнена в пределах указанных отклонений. Наружные поверхности Ø201h12, а также Ø55h10 с шероховатостью Ra 1,6 получаются шлифованием на торцешлифовальном станке 3Т161, после точения на токарном полуавтомате 1К282. Также на горизонтально-фрезерном станке 6Р82 выполняется обработка 34 зубьев с применением специального приспособления.
В целом деталь достаточно технологична, допускается применение высокопроизводительных режимов обработки.
2. Количественный анализ на технологичность заключается в расчете коэффициента унификации конструктивных элементов (КУ) и коэффициента использования материала (КИМ).
Для расчета Ку следует провести обработку элементов детали на унифицированность.
Таблица 1.3 – Отработка элементов детали на соответствие стандартам
|
Номер элемента |
Выдерживаемые размеры |
Стандарт на элемент |
|
1 |
1,6×450 |
ГОСТ 10948-64 |
|
2 |
Ø201h12(-0,46) |
- |
|
3;16 |
80 |
ГОСТ 6636-69 |
|
4 |
Ø182 |
- |
|
5;3 |
25 |
ГОСТ 10948-64 |
|
6 |
150 |
ГОСТ 6636-69 |
|
7;3 |
63 |
- |
|
8;16 |
25 |
ГОСТ 6636-69 |
|
9 |
Ø40 |
ГОСТ 6636-69 |
|
10;13 |
23 |
- |
|
11 |
150 |
ГОСТ 6636-69 |
|
12 |
3×450 |
ГОСТ 10948-64 |
|
14 |
2×450 |
ГОСТ 10948-64 |
|
15 |
Ø55 |
ГОСТ 8820-69 |
|
17 |
10 |
ГОСТ 8820-69 |
|
18 |
D-8x32x38H8x6F10 |
ГОСТ 10948-64 |
 ,
(1.4)
,
(1.4)
где QУ.Э. - число конструктивных элементов детали, которые выполнены по стандартам: резьбовые и шлицевые поверхности, шпоночные пазы, фаски, радиусы скругления, канавки для сбега резьбы или выхода шлифовальных кругов, канавки для установки стопорных колец; или в соответствии нормальными рядами размеров и конусов: диаметральные размеры ступеней в отверстии и на наружных поверхностях; Qу.э. =16.
QОбЩ. - число всех конструктивных элементов детали; Qобщ. =18
Деталь считается технологичной, так как Ку=0,88![]() 0,6
0,6
Коэффициент использования материала:
 (1.5)
(1.5)
где mД – масса детали, кг; mД=4,5 кг;
НРАСХ. – норма расхода материала, кг.
НРАСХ.=mЗАГ+mОТХ.З, (1.6)
где mОТХ. З – масса отходов при производстве заготовки, кг.
mОТХ.З для штамповок полученных на прессах составляет около 10%.
НРАСХ.=4,9 + 0,735=5,635 кг
Деталь технологична
с точки зрения коэффициента использования материала, так как КИМ=0.79![]() 0.75, поэтому предлагается использовать
заготовку-отливку в последующих
0.75, поэтому предлагается использовать
заготовку-отливку в последующих
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.