Подготовительно-заключительное время на наладку станка, мин:
Тпз нал1=7 мин [ОНВ, карта 26, поз.8]
Тпз нал2=0,2х36=7,2 мин [ОНВ, карта 26, поз.21]
Тпз нал3=0,2×10=2 мин [ОНВ, карта 26, поз.23]
Тпз нал4=1 мин [ОНВ, карта 26, поз.24]
Тпз нал5=0,5 мин [ОНВ, карта 26, поз.25]
Тпз нал6=0,8 мин [ОНВ, карта 26, поз.26]
Тпз нал7=0,3 мин [ОНВ, карта 26, поз.31]
Тпз нал=7+7,2+2+1+0,5+0,8+0,3=18,8мин в)Время на обработку пробной детали:
Тпз проб.дет.1 =3мин [ОНВ, карта 26, поз.28]
Тпз проб.дет.2 =4мин [ОНВ, карта 26, поз.29]
Тпз проб.дет.3 =1,1х10=11мин [ОНВ, карта 26, поз.30]
Тпз проб.дет. =3+4+11=18мин
Тпз=14+18+18,8=50,8мин

Таблица 2.13 – Сводная таблица норм времени, мин
|
Номер операции и модель станка |
ТО |
ТВ |
ТЦА |
ТОП |
% +
% |
ТШТ |
ТПЗ |
nД, шт |
ТШТ-К |
|||
|
tус |
tп (ТМВ) |
tуп |
tизм |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
010 HCN8800-II |
3,19 |
1,12 |
3,44 |
0,07 |
1,43 |
6,63 |
7,82 |
14 |
8,914 |
50,8 |
40 |
10,18 |
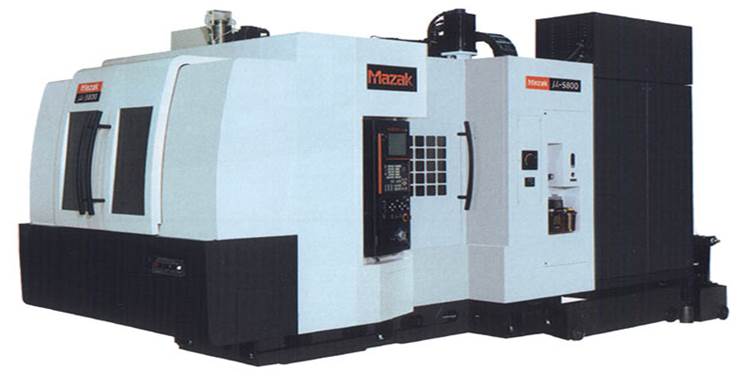
3 КОНСТРУКТРОСКИЙ РАЗДЕЛ: ИССЛЕДОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ВОЗМОЖНОСТЕЙ СТАНКА МОДЕЛИ NEXUS 8800-II
При изготовлении корпусных деталей для современного машиностроения необходима высокая точность, производительность и гибкая переналадка, совмещенная с концентрацией обработки.
Этих показателей можно достичь, применяя в производстве станки серии NEXUS фирмы MAZAK.
Технологические возможности станка обеспечат возможность обработки деталей типа корпус разной конфигурации не только в серийном, но и в массовом производстве с высокой точностью обработки и качеством обрабатываемых поверхностей за одну операцию.
АНАЛИЗ ТЕХНОЛОГИЧЕСКИХ ВОЗМОЖНОСТЕЙ МНОГОЦЕЛЕВОГО СТАНКА С ЧПУ MAZAK NEXUS 8800-II
Современное машиностроение требует все более совершенных технологий и оборудования, которое при обеспечении высокого качества и производительности обработки могло бы дать возможность гибкой переналадки в короткое время с наименьшими трудозатратами, а так же обеспечило высокую степень механизации обработки.
Обрабатывающие центры горизонтальной компоновки сверхвысокой точности обеспечивают такую же точность, как и координатно – расточные станки, а кроме того - высокоскоростную обработку. Многочисленные меры, принятые против температурных искажений, обеспечивают стабильную точность в течение длительного периода времени. По точности и повторяемости позиционирования (X,Y,Z в двух направлениях) серия в 4 раза превосходит стандарт для проверки обрабатывающих центров ISO- 10791- 4.
Этот станок позволяет обрабатывать детали сложного профиля, корпусные детали, в том числе. На нём можно производить сверление, зенкерование, растачивание точных отверстий, фрезерование по контуру с линейной и круговой интерполяцией, нарезание резьбы метчиками. Конструкция поворотного стола позволяет обрабатывать соосные отверстия и консольным инструментом, и с поворотом стола.
В таблице приведены основные технические характеристики станка:
|
Обрабатывающий центр горизонтальной компоновки NEXUS |
8800-II |
|
Размер паллеты |
800x800 мм |
|
Подача по оси X/Y/Z |
1400/1200/1325 мм |
|
Быстрая подача |
60 000 мм/мин |
|
Шпиндель (при 30-мин. цикле) |
10 000 об/мин, 37 кВт переменного тока (50 л.с.) |
|
Тип хвостовика инструмента |
HSK-A100, MAS BT-50, САТ-50 |
|
Вместимость магазина |
60, *80, *120, *160, *180, *240, *330 |
|
Требуемая площадь |
3881x8043 мм |
Станок состоит из следующих основных узлов:
1. Шпиндель
Шпиндель приводится в движение электродвигателем с преобразователем переменного тока. Зажим режущего инструмента в шпинделе обеспечивается сжатием пружины, а для отсоединения инструмента от шпинделя используется гидравлический цилиндр.
Для максимального снижения температуры шпинделя, повышающейся из-за нагрева подшипников, снаружи вокруг корпуса шпинделя циркулирует охлаждающая жидкость.
2. Ось X
Продольное перемещение колонны управляется серводвигателем переменного тока и ШВП. Для определения позиции в серводвигатель встроен кодовый датчик положения. Стойка перемещается по станине по направляющим.
3. Ось Y
Вертикальное перемещение шпиндельной бабки управляется серводвигателем переменного тока и ШВП. Для определения позиции в серводвигатель встроен кодовый датчик положения. Перемещение шпиндельной бабки вдоль колонны осуществляется по направляющим.
4. Ось Z
Поперечное перемещение стола осуществляется серводвигателем переменного тока и ШВП.
Для определения позиции в серводвигатель встроен кодовый датчик положения. Стол перемещается по направляющим станины.
5. Устройство автоматической смены инструмента (АСИ)
Устройство АСИ с роликово-кулачковым механизмом устанавливает / снимает инструмент в шпиндель / из шпинделя.
6. Манипулятор для инструмента
Манипулятор для инструмента переносит инструмент от инструментального магазина к устройству АСИ и обратно. Блок манипулятора для инструмента включает в себя гнездо ожидания на салазках и устройство съема инструмента из инструментального магазина. В гнезде ожидания на салазках инструмент поворачивается под углом 90 градусов для изменения положения шпоночной канавки на инструменте. Устройство съема инструмента из магазина относится к устройствам роликово-кулачкового типа и переносит инструмент из инструментального магазина к гнезду ожидания на салазках и обратно.
7. Инструментальный магазин
Инструмент хранится в инструментальном магазине. Магазин приводится в действие серводвигателем переменного тока и подводит требуемый инструмент к позиции смены инструмента.
8. Стол
Серводвигатель переменного тока вращает (поворачивает на заданный угол
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.