Таблица 2.10 - Разработка управляющей программы обработки детали
|
№ перехода |
Эскиз обработки |
Управляющая программа(УП) |
|
1 |
2 |
3 |
|
5,6,7 |
|
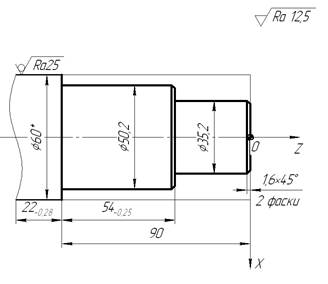
N001 T2 S3 1361 F0,6 N002 M08 N003 X60 Z3 E N004 L08 A0,6 P2,5 N005 X35,2 C1,8 N006 Z-36 N007 X50,2 C1,8 N008 Z-90 N009 X60 M17 N010 S3 1459 F0,25 N011 L10 B005 N012 X150 Z50E |
окончание таблицы 2.10
|
1 |
2 |
3 |
|
8,9 |
|
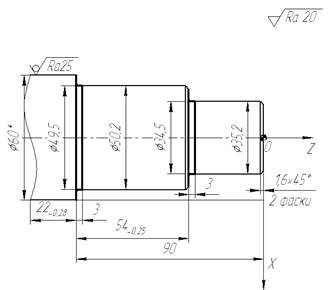
N013 T3 S3 1000 F0,1 N014 X52 Z-36E N015 L02 D1 X34,5 A3 P3 N016 X62E N017 Z-90E N018 L02 D1 X49,5 A3 P3 N019 X150 Z50E |
|
23 |
|
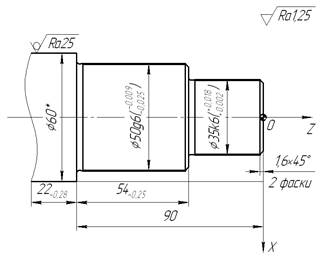
N020 T4 S3 2338 F0,08 N021 X35 Z1E N022 Z-35 N023 X50E N024 Z-89 N025 X150 Z50E N026 M02 |
2.4.3 Нормирование проектируемой операции.
Таблица 2.11 – Описание обработки на проектируемой операции
|
Наименование переходов технологических и машинных вспомогательных |
Величина составляющих ТМВ, мин |
|
1 |
2 |
|
1.захватить деталь манипулятором ввести деталь в рабочую зону уложить на люнеты и зажать вывести манипулятор из рабочей зоны |
0,1 0,01 0,01+0,1 0,01 |
|
2. центровать торец 22 отвести инструмент повернуть РГ подвести инструмент |
- 0,01 0,02 0,01 |
|
3.центровать торец 1 отвести инструмент замена инструмента в РГ; изменить S и N |
- 0,01 0,02+0,01 |
|
4.переместить деталь к шпинделю зажать деталь шпинделем переместить задний центр к детали и поджать ее разжать люнеты отвести люнеты |
0,01 0,1 0,1 0,01 0,01 |
продолжение таблицы 2.11
|
5.точить поверхности 20, 17 переместить инструмент |
- 0,01 |
|
6.точить поверхность 20 переместить инструмент; изменить S и N |
0,01 х 2 0,01+0,01 |
|
7.точить фаску 21, поверхность 20, фаску 18 и поверхность 17 отвести инструмент; замена инструмента; изменить S и N подвести инструмент |
- 0,01+0,02+0,01 0,01 |
|
8.точить канавку 19 переместить инструмент |
- 0,01 |
|
9. точить канавку 16 отвести инструмент; замена инструмента; изменить S и N |
- 0,01+0,02+0,01 |
|
10.поджать деталь люнетами, отвести задний центр, снять его, разжать шпиндель, оттянуть деталь от шпинделя люнетами и зажать в контршпинделе, установить передний центр, установить деталь на передний центр, разжать и отвести люнеты подвести инструмент |
0,1+0,01+0,15 0,1+0,01+ 0,1+0,15+0,15 0,1 0,1+0,01 0,01 |
|
11. точить поверхности 3, 5, 7, 8, 9, 11, 12 переместить инструмент |
- 0,01 |
|
12. точить поверхности 3, 5, 7, 8, 9 переместить инструмент |
- 0,01 |
|
13. точить поверхности 3, 5 переместить инструмент |
- 0,01 |
|
14. точить поверхность 3 переместить инструмент |
- 0,01 |
|
15.точить фаску 2, поверхность 3, фаску 6, поверхности 7, 8, 9, 11, 12 отвести инструмент замена инструмента; изменить S и N подвести инструмент |
- 0,01 0,02+0,01 0,01 |
|
16.точить канавку 14 отвести инструмент замена инструмента; замена S и N подвести инструмент |
- 0,01 0,02+0,01 0,01 |
|
17.сверлить отверстие 4 отвести инструмент, замена инструмента в инструментальном шпинделе, подвести инструмент |
- 0,01+0,1 0,01 |
|
18.фрезеровать лыску 15 замена инструмента в инструментальном шпинделе замена S и N |
- 0,1 0,01 |
|
19.фрезеровать шпоночный паз 13 замена инструмента в инструментальном шпинделе замена S и N повернуть РГ для установки червячной фрезы на центр, установить оправку с фрезой на центр |
- 0,1 0,01 0,02 0,1 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.