точения- базирование в трёхкулачковом патроне с упором центром задней бабки Для шлифования - в центрах |
Скоба |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Заготовкой для детали «Вал» КЗР 1524602А является горячекатаный прокат круглого сечения, изготовленный из легированной качественной стали 40Х по ГОСТ 4543-71. Данная сталь обладает хорошей пластической деформацией в горячем состоянии.
Исходными заготовками для проката являются стальные цилиндрические слитки, масса которых достигает до 35 кг. Слитки поступают в прокатный цех из сталеплавильного цеха. В прокатном цехе слитки нагревают в нагревательных колодцах до t = 1000 – 1200 0С и затем краном подаются на рольганг, который подает горячие слитки к прокатному стану. На прокатном стане – блюминге – из слитков получают заготовки (блюмы). Эти заготовки затем поступают на круглосортовой стан, где их прокатывают в заготовки заданного профиля и размера.
Прокатка круглого профиля осуществляется на
многоклетевых станах, обычно с линейным расположением рабочих клетей. Исходные
заготовки (блюмы) нагревают до t = 1200 – 1250 0С. Полученный
сортовой прокат подвергают обработке и отделке, разрезанию на мерные заготовки ![]() мм
на дисковых плитах, правке на правильных машинах, нормализационному отжигу для
снятия внутренних напряжений. Далее заготовки транспортируют на контроль, укладывая
в тару не более 50 деталей, где проверяются все необходимые размеры и качество
нормализации контролем температурного интервала по предъявляемой диаграмме
нормализации.
мм
на дисковых плитах, правке на правильных машинах, нормализационному отжигу для
снятия внутренних напряжений. Далее заготовки транспортируют на контроль, укладывая
в тару не более 50 деталей, где проверяются все необходимые размеры и качество
нормализации контролем температурного интервала по предъявляемой диаграмме
нормализации.
Для проектного варианта техпроцесса принята заготовка в виде проката круглого сечения.
2.2.2 Определение допусков на размеры заготовки, припусков на механическую обработку поверхностей по переходам, расчет размеров и массы заготовки.
Таблица 2.2−Назначение допусков на прокат
|
Номер поверхности |
Номинальный размер |
Допуск на заготовку с указанием предельных отклонений |
|
1 |
2 |
4 |
|
1,11 |
420±0,8 |
|
|
3 |
Ø50f9 ( |
|
Таблица 2.3 – Табличный расчет припусков
|
Номер поверхности |
Переходы механической обработки поверхностей |
Точность обработки |
Припуск табличный Z, мм |
Расчет размеров заготовки d или D, мм |
||||||
|
Квалитет |
Допуск, мм |
Шероховатость Rа, мкм. |
||||||||
|
1,11 |
Фрезерование торцов |
IT14/2 |
1,6 |
12,5 |
1,5 |
|
||||
|
Заготовка |
JS15 |
2,5 |
25 |
- |
420+2х1,5=423 |
|||||
|
Размер заготовки: 423±1,25 |
||||||||||
|
3 |
Точение тонкое |
f9 |
0,062 |
1,6 |
0,3 |
Ø50 |
||||
|
Точение чистовое |
h10 |
0,12 |
3,2 |
0,5 |
50+0,3=50,3 |
|||||
|
Точение черновое |
h12 |
0,25 |
12,5 |
2,2 |
50,3+0,5=50,8 |
|||||
|
Прокат |
|
40 |
- |
50,8 +2,2=53 |
||||||
|
Размер заготовки: Ø53 |
||||||||||
|
4 |
Шлифование |
f9 |
0,016 |
1,6 |
0,3 |
Ø34,9 |
||||
|
Точение чистовое |
h10 |
0,12 |
3,2 |
0,6 |
34,9+0,3=35,2 |
|||||
|
Точение черновое |
h12 |
0,25 |
12,5 |
2,2 |
35,2+0,6=35,8 |
|||||
|
Прокат |
|
40 |
- |
35,8+2,2=38,0 |
||||||
|
Размер заготовки: Ø38 |
||||||||||
|
Прокат принят Ø53. Следовательно до чернового точения необходимо провести об работку за три прохода с глубиной резания 2,5 мм |
||||||||||
|
17 |
Шлифование |
- |
1,6 |
1.6 |
0,5 |
324 |
||||
|
Точение |
- |
1,6 |
12,5 |
1,5 |
324-0,5=323,5 |
|||||
|
Обдирка |
- |
2,5 |
40 |
- |
323,5+1,5-1,5=323,5 |
|||||
|
Размер заготовки: 323,5±1,25 |
||||||||||
Аналитический расчет припусков на
поверхность Ø40к6![]()
Таблица 2.4 – Определение последовательности обработки детали.
|
Последовательность механической обработки Ø40к6 |
Точность обработки |
Способ базирования детали в приспособлении |
Расчет погрешности установки,Eу мм |
|
|
Квалитет с допуском |
Шероховатость, Rа, мкм |
|||
|
Прокат круглого сечения |
- |
50 |
- |
|
|
Черновое точение |
12(0,25) |
12,5 |
По наружной цилиндрической поверхности в патрон с упором в торец |
0 |
|
Чистовое точение |
8(0,039) |
3,2 |
Без переустановки с заменой инструмента поворотом РГ |
Eинд=0,05 |
|
Шлифование |
6(0,016) |
1,6 |
В центрах |
Eу=0 |
Пространственные отклонения:
![]() (2.8)
(2.8)
ρц= 0,25мм
Δк =0,16мм
ρк=Δк∙l=1,6∙420=654мкм=0,654 мм
![]() мм
мм
ρчерн=0,7∙0,6=0,42 мм
ρпол=0,05∙0,7=0,35 мм
ρшлиф=0,005∙0,7=0,0035 мм
Определяем расчетный припуск:
 (2.9)
(2.9)
![]() мм
мм
![]() мм
мм
![]() мм
мм
Результаты произведенных расчетов сведены в таблицу 2.5
Проверка правильности произведенных расчетов:
2Zomax-2Zomin=TДз-ТДД
3,784-2,398=1,4-0,016
1,384=1,384
Проверка совпала, следовательно, припуски назначены верно.
2Zoном=2Zomin+ВДз- ВДД=2,398+1,0+0,002=3,4 мм
Дзном= ДДном-2Zoном=40+3,4=43,4 мм
Номинальный размер заготовки: Ø43,4 ![]()
Так как принят диаметр проката 53 мм, то до черновой обработки необходимо провести один переход обработки с глубиной резания 2,5 мм и один – с глубиной 2,3 мм.
Схема графического расположения припусков и допусков на обработку поверхности представлена на рисунке 2.1
Расчет нормы расхода:
 ;
;
![]() ;
;
где l- ширина распила;
l= 5 мм.
![]() мм
мм

Коэффициент использования материала:
КИМ получился больше в проектном варианте, чем в базовом, следовательно, данная заготовка может быть принята в проекте.
Таблица 2.5 – Аналитический расчет припусков, мм
|
Переходы механической обработки поверхности Ø40к6 |
Rz |
h |
ρ |
EУ |
Расчет-ный припуск 2Zmin |
Расчет-ный размер Dp |
Допуск |
Предельный размер |
Предельный размер |
||
|
d |
dmax |
2Zminпр |
2Zmaxпр |
||||||||
|
Прокат |
0,15 |
0,25 |
0,7 |
— |
— |
42,342 |
1,4 |
42,4 |
43,8 |
— |
— |
|
Черновое точение |
0,05 |
0,05 |
0,042 |
0 |
1,78 |
40,562 |
0,25 |
40,57 |
40,82 |
1,83 |
2,98 |
|
Чистовое точение |
0,04 |
0,04 |
0,035 |
0,05 |
0,33 |
40,232 |
0,039 |
40,232 |
40,271 |
0,338 |
0,549 |
|
Шлифование |
0,005 |
0,015 |
0,0035 |
0 |
0,23 |
40,002 |
0,016 |
40,002 |
40,018 |
0,23 |
0,253 |
|
Суммарный припуск: |
2,398 |
3,782 |
|||||||||
Рисунок 2.1 - Схема графического расположения припусков и допусков на
обработку вала ![]() мм.
мм.
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление
последовательности обработки для проектируемого техпроцесса
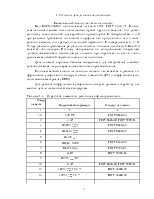
Перечень операций механической обработки детали «Вал» КЗР 1524602А по существующему на предприятии техпроцессу:
010 Фрезерно-центровальная станок модели МР-73М: фрезеровать два торца 1 и 11 одновременно; центровать два торца 1 и 11 одновременно.
020 Токарная с ЧПУ станок модели ВСТ-625-15СNС: точить поверхность 3 и фаску 2,
030 Токарная с ЧПУ станок модели ВСТ-625-15СNС: точить поверхности 5,7,15,10, канавку 9.
040 Токарно-винторезная станок модели 16К20: точить канавку 14 и канавку 16.
050 Токарно-винторезная станок модели 16К20: точить на
поверхности 7 резьбу ![]() ,
,
060 Круглошлифовальная станок модели 3М162: шлифовать поверхность15,
070 Шлицефрезерная станок модели 5350: фрезеровать на поверхности 15 шлицы,
080 Торцешлифовальная станок модели 3Т153: шлифовать поверхность 4 с подшлифовкой торца 17.
090 Круглошлифовальная станок модели 3М162: шлифовать поверхность
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.