







































кольцевую радиусную канавку 11 и в соотвествующую канавку на нижней плите основания устанавливаются шарики обеспечивающие свободное вращение силосопровода.
Фланец ПКК0104481 изготавливается из стали Ст35 ГОСТ1050-88, которая имеет следующие механические свойства и химический состав.
Таблица 1.1 – Механические свойства стали 35 ГОСТ 1050-88
|
Временное сопротивление, σв, МПа |
Предел текучести при растяжении, στ, МПа |
Относительное удлинение, δ, % |
Относительное сужение, Ψ,% |
Ударная вязкость, кДж/м2 |
НВ не более |
|
Не менее |
20 |
45 |
388 |
207 |
|
|
530 |
315 |
||||
Таблица 1.2 – Химический состав cтали 35 ГОСТ1050-88
|
Массовая доля элементов , % |
||||||
|
углерод |
кремний |
марганец |
хром |
фосфор |
сера |
|
|
0,35 |
1,4÷2,4 |
0,7÷1,0 |
Не более |
|||
|
0,25 |
0,2 |
0,15 |
||||
1.2 Определение типа производства и его характеристика
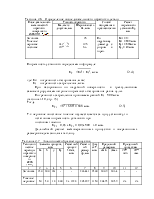
Тип производства определяется по коэффициенту закрепления операций (Кзо). Предварительно на основе базового варианта техпроцесса определяем его по формуле
Кз.о = Fд х 60 , [1, стр. 22] (1.1)
N х Тшт.ср х Ку где: Fд – действительный годовой фонд времени работы оборудования, час;
N – годовой объем выпуска деталей, шт.;
Тшт. ср – среднее штучно или штучно-калькуляционное время, мин;
Ку – коэффициент ужесточения заводских норм, Ку = 0,7÷0,8.
Тшт.ср = (9,856+7,84+5,376+3,136+22,73+5,376+6,461+2,972+8,73+0,669+2,173)/11=6,85мин.
Тогда Кзо = 4029 х 60 = 29,7
1700 х 6,85 х 0,70
При 20 < Кзо = 29,7< 40 – тип производства мелкосерийный.
Определяем величину производственной партии
Nд = N х а , [1. стр. 23]
Фр.д где: а – периодичность запуска в днях;
Фр.д – число рабочих дней в году, принимаем Фр.д = 257 дней
Для средних деталей принимаем а = 5 дней.
Тогда Nд =1700 х 5 = 33,1 шт
257
Принимаем Nд = 30 шт.
Мелкосерийный тип производства характеризуется широкой номенклатурой изделий, изготавливаемых периодически, повторяющимися партиями и сравнительно небольшим объемом выпуска. В связи с этим в среднесерийном производстве применяют легко переналаживаемое оборудование: станки с ЧПУ и универсальные станки, универсальную технологическую оснастку и стандартный режущий инструмент, недорогие станочные приспособления с ручным приводом.
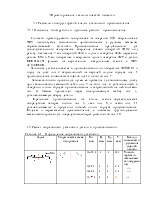
1.3 Анализ детали на технологичность
Деталь- Фланец ПКК0104481 довольно проста по конфигурации, может быть обработана на универсальном оборудовании или станках с ЧПУ стандартным режущим инструментом с применением стандартной оснастки. Она имеет достаточные базовые поверхности и набор стандартных для обработки конструктивных элементов.
К нетехнологичным элементам следует отнести:
- наличие радиусной поверхности R7.35 для обработки которой необходим специальный режущий и измерительный инструмент;
- наличие специальных глухих цековок что также требует применение специального режущего инструмента;
- наличие ступенчатых отверстий что делает невозможным обработку напроход.
Однако устранить эти недостатки конструктивно видимо затруднительно.
Количественный анализ детали на технологичность производим по коэффициентам унификации (Ку) и использования материала (КИМ)
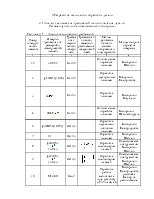
Для расчета коэффициента унификации выполняем отработку элементов детали на унифицированность
Таблица 1.3 – Отработка элементов детали на унифицированность
|
Номер элемента |
Выдерживаемые размеры |
Стандарт на элемент |
|
1 |
2 |
3 |
|
1,5 |
30 |
ГОСТ6636-69 |
|
2 |
ф193 |
- |
|
3 |
2х |
ГОСТ10948-64 |
|
4 |
ф388 |
- |
|
6 |
ф206 |
- |
|
7 |
10 |
ГОСТ6636-69 |
|
8 |
ф26 13
|
ГОСТ8908-81 ГОСТ6636-69 |
|
9 |
Фф22 13
|
ГОСТ8908-81 ГОСТ6636-69 |
|
10 |
М12-6Н |
ГОСТ9150-81 |
|
11 |
R7,35 4,5 ф365 |
- |
|
12 |
1,6х |
ГОСТ10948-64 |
|
13 |
ф28 R160 |
ГОСТ6636-69 |
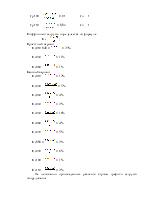
Коэффициент унификации
Ку = ![]() , где Qу.э – число конструктивных элементов детали, которые выполнены по
стандартам;
, где Qу.э – число конструктивных элементов детали, которые выполнены по
стандартам;
Qобщ – число всех конструктивных элементов.
Ку = 29/33 = 0,88
Т.к. Ку = 0,88 > 0,6 – деталь технологична.Место для формулы.
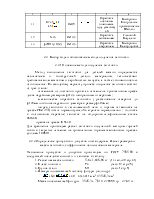
Коэффициент использования материала рассчитываем по формуле
КИМ = mд/Нрасх, где mд – масса детали, кг;
Нрасх – норма расхода материала, кг.
Нрасх = mз + mотх.з, кг где mз – масса заготовки, кг;
mотх.з – масса отходов заготовки при производстве заготовки, кг.
Для заготовок, полученных ковкой на молотах mотх.з составляет 20 % массы заготовки.
mотх.з = 0,2 х mз = 0,2 х 6,06 = 1,212кг.
Нрасх = 6,06 + 1,212 = 7,272 кг.
Тогда
КИМ = 5,6/ 7,272 = 0,77
Т.к. КИМ = 0,77![]() – деталь технологична.
– деталь технологична.
2 Разработка технологии обработки детали
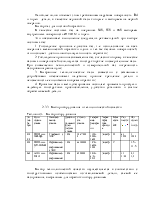
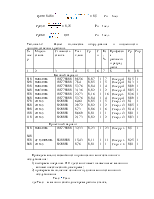
2.1 Анализ технических требований на изготовление детали.
Рекомендации по их обеспечению и контролю.
Таблица 2.1 – Анализ технических требований
|
Номер конструктивного элемента |
Размеры и требования к их размерной и геометрической точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1,5 |
30-0,52 |
Ra 12,5 |
Окончательная обработка точением |
Выборочно Шаблон |
|
|
2 |
ф193Н12(+0,46) |
Ra 12,5 |
Обработка двухкратным точением |
Выборочно Калибр-скоба |
|
|
3 |
2х |
Ra 12,3 |
Обработка точением |
Выборочно Визуально |
|
|
4 |
Ф388 |
Ra 12,3 |
Окончательная обработка точением |
Выборочно Штангенциркуль |
|
|
6 |
ф206Н10(+0,185) |
Rа12,5 |
Обработка черновым и чистовым точением |
Выборочно Калибр-пробка |
|
|
7 |
10 |
Rа12,3 |
Обработка точением |
Выборочно Шаблон |
|
|
8 |
ф26+0,84
13-0,43 |
Rа12,5 |
|
Обработка спецзенкером на базе 5 |
Обеспечивается инструментом Выборочно Шаблон |
|
9 |
ф22+0,84
13-0,43 |
Rа12,5 |
|
Обработка спецзенкером на базе 5 |
Обеспечивается инструментом Выборочно Шаблон |
|
10 |
М12-6Н |
Rа3.2 |
Нарезание резьбы метчиком за одну установку с 8 и 9 на базе 6 |
Выборочно Калибр-пробка резьбовая Калибр на расположение |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
11 |
R7,35 4,5 |
Rа0,8 |
|
Обработка чистовым точением за одну установку с 6 |
Выборочно Контрольное приспособление Шаблон |
|
12 |
1х45 |
Rа12,5 |
Обработка зенкованием |
Сплошной Визуально |
|
|
13 |
ф28Н14(+0,52) |
Rа12,5 |
Обработка сверлением |
Выборочно Калибр-пробка |
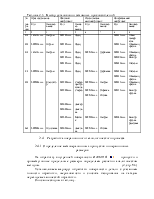
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Метод выполнения заготовок для деталей машин определяется назначением и конструкцией детали, материалом, техническими требованиями, масштабом и серийностью выпуска, а также экономичностью изготовления. По заводскому варианту процесс получения заготовки состоит из трех этапов:
– штамповка из листового проката в штампе на кривошипном прессе диска наружным размером ф412 с центральным отверстием ;
- механическая обработка заготовки ( растачивание отверстия до ф148мм и обточка наружного диаметра в размер ф402мм.;
- нагрев заготовки в газопламенной печи и горячая штамповка на прессе РКZ-250; отжиг нормализующий в агрегате нормализации ; голтовка в голтовочном барабане; зачистка на обдирочно-шлифовальном станке 3М636;
- правка на прессе К 8340.
Для сравнения произведем расчет заготовки полученной методом горячей ковки в закрытых штампах на кривошипных горячештамповочных прессах усилием 100МН.
2.2.2 Определение припусков и допусков по стандартам. Расчет размеров и массы заготовки, коэффициента использования материала.
Назначение припусков и допусков производим по ГОСТ 7505
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.