Зазор между подвижной и не подвижной частями штампа при этом постоянный и небольшой, так что образование заусенца в нем не предусмотрено. Устройство таких штампов зависит от типа машины, на которой штампуют. Закрытый штамп может иметь не одну, а две взаимно перпендикулярные плоскости разъёма, т.е. состоять из трёх частей. При штамповке в закрытых штампах необходимо строго соблюдать равенство объёмов заготовки и паковки, иначе говоря при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Следовательно, в этом случае процесс заготовки усложняется, поскольку отрезка заготовок должна обеспечивать высокую точность. После штамповки происходит обрезка и зачистка заусенцев, делается нормализованный отжиг и дробеметная очистка. После очистки и контроля поковку направляют в механический цех для обработки. Применение штамповки в мелкосерийном производстве достаточно выгодно, так как происходит экономия материала, а затраты на изготовление штамповки компенсируются экономией электроэнергии при снятии меньшего припуска при обработке, а так же снижением времени на обработку детали.
2.2.2 Определение припусков и допусков по стандартам. Расчет размеров и массы заготовки, коэффициента использования материала
Материал – конструкционная сталь 35. По ГОСТ 7505-89 определяем:
Группа стали – М1(таблица1 с8), степень сложности – С1(с29), класс точности – Т4(таблица19 с28), исходный индекс – 13(таблица2 с10) по ГОСТ 7505 – 89
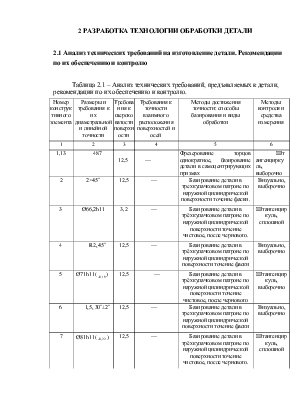
Таблица 2.2 – Назначение допусков и припусков на поковку
|
Номинальный размер детали, мм |
Шероховатость обрабатываемой поверхности, мкм |
Допуск на заготовку с указанием предельных отклонений, мм |
Основной припуск, мм |
Дополнительные припуски, мм |
Расчет-ный припуск, мм |
|
|
Смещение поверхности разъема штампа |
Изогнутость и др. отклонения |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
8 |
|
Ø66,2h11 |
3,2 |
2,5 |
1,8 |
0,6 |
0,8 |
3,2 |
|
Ø71h11 |
12,5 |
2,5 |
1,5 |
0,6 |
0,8 |
2,9 |
|
Ø81h11 |
12,5 |
2,5 |
1,5 |
0,6 |
0,8 |
2,9 |
|
Ø90h14 |
12,5 |
2,5 |
1,5 |
0,6 |
0,8 |
2,9 |
|
Ø75u8 |
1,6 |
2,5 |
1,8 |
0,6 |
0,8 |
3,2 |
|
327,7 |
12,5 |
3,6 |
2,0 |
0,6 |
0,8 |
3,4 |
|
27 |
12,5 |
2,2 |
1,4 |
0,6 |
0,8 |
2,8 |
|
39 |
12,5 |
2,2 |
1,4 |
0,6 |
0,8 |
2,8 |
|
15 |
12,5 |
2,2 |
1,4 |
0,6 |
0,8 |
2,8 |
|
487 |
12,5 |
4,0 |
2,2 |
0,6 |
0,8 |
3,6 |
По заводскому тех. процессу заготовка изготавливается из проката, чтобы сократить использование материала предлагаю применить изготовление заготовки на прессах путем штамповки.
Таблица 2.3 - Расчет размеров заготовки
|
Размер выдерживаемый при обработке заданной поверхности детали, мм |
Допуск на размер детали, мм |
Шероховатость обработанной поверхности, Ra, мкм |
Допуск на размер заготовки, мм |
Расчетный припуск, Z, мм |
Размер заготовки (расчет) с допуском (d или Д), мм |
Исполнительный размер заготовки, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Ø66,2h11 |
0,19 |
3,2 |
2,5 |
3,2 |
66,2+3,2×2=72,6 |
72,5 |
|
Ø71h11 |
0,19 |
12,5 |
2,5 |
2,9 |
71+2,9×2=76,8 |
77 |
|
Ø81h11 |
0,22 |
12,5 |
2,5 |
2,9 |
81+2,9×2=86,8 |
87 |
|
Ø90h14 |
0,87 |
12,5 |
2,5 |
2,9 |
90+2,9×2=95,8 |
96 |
|
Ø75u8 |
0,046 |
1,6 |
2,5 |
3,2 |
75+3,2×2=81,4 |
81,5 |
|
327,7 |
1,6 |
12,5 |
3,6 |
3,4 |
327,7+3,4=331,1 |
331 |
|
27 |
0,4 |
12,5 |
2,2 |
2,8 |
27-2,8=24,2 |
24 |
|
39 |
0,4 |
12,5 |
2,2 |
2,8 |
39+2,8=41,8 |
42 |
|
15 |
0,4 |
12,5 |
2,2 |
2,8 |
15+2,8=17,8 |
18 |
|
487 |
1,55 |
12,5 |
4,0 |
3,6 |
487+3,6×2=494,2 |
494 |
Расчет массы спроектированной заготовки:
mз=mд+mотх.мех.обр., (2.1)
где mотх.мех.обр – масса удаляемого в процессе механической обработки слоя ме
талла, кг.
mотх.мех.обр =Vотх.×ρ, кг (2.2)
где Vотх. – суммарный объём удаляемых в процессе механической
обработки фи
гур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρСТ=7,2∙10-6 кг/мм2.
Размеры фигур устанавливаются на основе размеров обработки и табличных припусков.
Определение объема удаленных фигур:
 , (2.3)
, (2.3)
где: Д – диаметр заготовки, мм;
l – длина заготовки, мм.
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
Vобщ= V1+V2+V3+V4+V5, мм![]() (2.4)
(2.4)
Vобщ=227161 + 16738 + 33251 + 15777 +
47937 = 340864мм![]()
mотх.мех.обр =340864 × 7,2 × 10-6=2,45 кг
mз=12,1 + 2,45 =14,55 кг
Коэффициент использования заготовки:
 (2.5)
(2.5)
где mЗ – масса рассчитанной заготовки, кг;
Пересчитанный коэффициент использования материала:
 ,
(2.6)
,
(2.6)
где Нрасх – пересчитанная норма расхода материала, кг (см. п.1.3, формула 1.6):
Нрасх=1,1×m![]() =1,1×14,55 =16,01 кг
=1,1×14,55 =16,01 кг
Предлагаю принять к разработке в курсовом проекте проектный вид заготовки (поковка), т.к. он менее металлоемкий. Деталь считается технологичной т.к. КИМ>0,65
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление
последовательности обработки для проектируемого техпроцесса
010 фрезерно-центровальная (станок модели МР73)
1 Фрезеровать торцы 1, 2 одновременно
2 Сверлить центровочное отверстие 3,4
030 Токарно-копировальная (станок модели ЕМ288 )
1 Точить поверхности 1 с образованием фаски 2.
2 Точить поверхность 4 с образованием угла 3.
040 токарно-копировальная (станок модели ЕМ288)
1 Точить поверхность 1
2 Точить поверхность 2
3 Точить поверхность3
050 Токарная с ЧПУ(станок модели 16А20Ф3С39)
1 Точить поверхность 1 с образование фаски 2
2 Точить поверхность 3 с образованием фаски 4
3 Точить поверхность 5 с образованием фаски 6
4 Точить поверхность 7
060 Вертикально- сверлильная (станок модели 2Н135)
1 Сверлить два отверстия под резьбу 1, 2
070 Вертикально-сверлильная (станок модели 2Н135)
1 Зенковать фаски 1, 2
080 Вертикально-сверлильная (станок модели 2Н135)
1 Нарезать резьбу 1,2
120 Круглошлифовальная (станок модели 3М175)
1 Шлифовать поверхность 1
В заводской технологический процесс были внесены следующие изменения две токарно-копировальные и токарная с ЧПУ были объединены и выполняются на токарном станке с ЧПУ 16А20Ф3С39. Для сокращения времени на обработку на сверлильных операциях три сверлильные операции будут выполняться на одном станке модели 2Н135.
Таким образом проектный техпроцесс будет выглядеть следующим образом:
010 фрезерно-цетровальная (станок модели МР-73)
020 токарная с ЧПУ (станок модели 16А20Ф3С39)
040 вертикально-сверлильная (станок модели 2Н135)
080 круглошлифовальная (станок модели 3Б151)
2.3.2 Выбор и обоснование технологических баз
В качестве черновых баз на первых операциях назначают те элементы, относительно которых обрабатываются будущие чистовые базы, и используют черновые базы только один раз.
В качестве чистовых технологических баз следует принимать те элементы детали, которые являются базами конструкторскими и измерительными, что уменьшает погрешность базирования, т.к. выполняется принцип совмещения баз.
010 операция деталь устанавливается в призмы, с базированием по наружной не обработанной поверхности Ø72,5, возникает двойная направляющая база, лишающая заготовку 4-х степеней свободы, перемещения вдоль двух осей и поворота вокруг двух этих осей, при зажиме заготовки возникает двойная опорная база лишающая заготовку 2-х степеней свободы, перемещения вдоль оси и поворота вокруг этой оси.
020, 080 операции в качестве базы используются центровые отверстия, что очень выгодно так как сохраняется принцип постоянства баз. При установке в центра заготовка лишается 4-х степеней свободы, поворота вокруг двух осей и перемещения вдоль этих осей, возникает двойная направляющая база, при зажиме детали возникает двойная опорная база лишающая заготовку двух степеней свободы, перемещения вдоль оси и поворота вокруг одной оси.
040 деталь устанавливается в кондуктор, лишающая заготовку 5-ти степеней свободы, возникает двойная направляющая и опорная базы, при зажиме заготовки реализуется шестая степень свободы вращения вокруг оси.
2.3.3 Выбор оборудования и технологической оснастки
Таблица 2.4 – Выбор оборудования.
|
Номер и наименование операции |
Код и модель станка |
Наименование станка |
Стоимость Станка, млн. руб |
Паспортные данные |
||||
|
Габаритные размеры, м |
Характерис-тика привода |
Мощность, кВт |
Ряд частот, мин-1 |
Ряд подач, мм/об |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
010 Фрезерно-центрвальная |
381825 МР73 |
Фрезерно-центровальный |
19,19 |
3,8×1,63 |
Гидравлический |
13 |
238;330;465;580;815;1125. |
20… 400 |
|
030 Токарная с ЧПУ |
381163 16А20Ф3С39 |
Токарный с ЧПУ |
44,886 |
1,71×1,75 |
Гидравлический |
10 |
12,5-2000 |
б/с |
|
040 Вертикально-сверлильная |
381213 2Н135 |
Вертикально-сверлильный |
6,837 |
1,24×0,81 |
Механический |
4 |
31,5… 1400 |
0,1… 0,6 |
|
080 Круглошлифовальная |
381311 3Б151 |
Круглошлифовальный |
75,573 |
4,605×2,45 |
Гидравлический |
10 |
1590 |
б/с |
Таблица 2.5 – Выбор технологической оснастки
|
Номер операции |
Приспособления |
Режущий инструмент |
Вспомогательный инструмент |
Измерительный инструмент |
||||
|
Наименование |
Код |
Наименование |
Код |
Наименование |
Код |
Наименование |
Код |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
010 |
Призмы самоцентрирующие |
396100 |
Фрезы торцовые Сверла центровочные |
391831 391242 |
Оправка Патрон |
392870 392810 |
Штангенциркуль |
393311 |
|
030 |
Патрон 3-х кулачковый |
396110 |
Резец токарный Резец канавочный |
392191 392195 |
Резцедержка |
392870 |
Штангенциркуль |
393311 |
|
040 |
Кондуктор |
396100 |
Сверло спиральное Зенковка Метчик |
391220 391630 391302 |
Втулка переходная Патрон предохранительный |
392870 392818 |
Штангенциркуль Резьбовая калибр-пробка |
393311 393140 |
|
080 |
Центра жёсткие Хомутик |
396100 396100 |
Шлифовальный круг |
397731 |
Оправка |
392870 |
Калибр-скоба |
393120 |
2.4 Разработка операционного технологического процесса
2.4.1 Определение межоперационных припусков и операционных
размеров
Таблица 2.6 – Определение последовательности обработки детали.
|
Последовательность механической обработки Ø75u8( |
Точность обработки |
Способ базирования детали в приспособлении |
Расчет погрешности установки,Eу мм |
|
|
Квалитет с допуском |
Шероховатость, Rа, мкм |
|||
|
Поковка |
2,5 |
200 |
|
|
|
Точение черновое |
h14 (0,74) |
12,5 |
Базирование детали в центрах и поводковом патроне, с базированием по обработанной поверхности Ø66,2h11 |
Eб=0 Eз=0 Eу=0 |
|
Точение получистовое |
h11 (0,19) |
6,3 |
Без переустановки детали поворотом резцедержки с инструментом | |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.