4 ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА УЧАСТКЕ
4.1 Определение количества оборудования на участке.
В серийном производстве пооперационное расчётное количество станков определяется по формуле:
 ,
шт (4.1)
,
шт (4.1)
где ΣТШТ-К - штучно-калькуляционное время операций, выполняемых на станке данной модели, мин;
N - годовой объём выпуска детали, шт;
FД - действительный годовой фонд производственного времени работы оборудования, час;
Базовый вариант:
 шт.
Принимаем
шт.
Принимаем![]() =1станок
=1станок
 шт.
Принимаем
шт.
Принимаем![]() =1станка
=1станка
 шт.
Принимаем
шт.
Принимаем![]() =1станок
=1станок
 шт.
Принимаем
шт.
Принимаем![]() =1станок
=1станок
 шт.
Принимаем
шт.
Принимаем![]() =1станок
=1станок
 шт.
Принимаем
шт.
Принимаем![]() =1станок
=1станок
Коэффициент загрузки оборудования рассчитывается по формуле:
 (4.2)
(4.2)
где Сп – принятое количество станков данной модели;


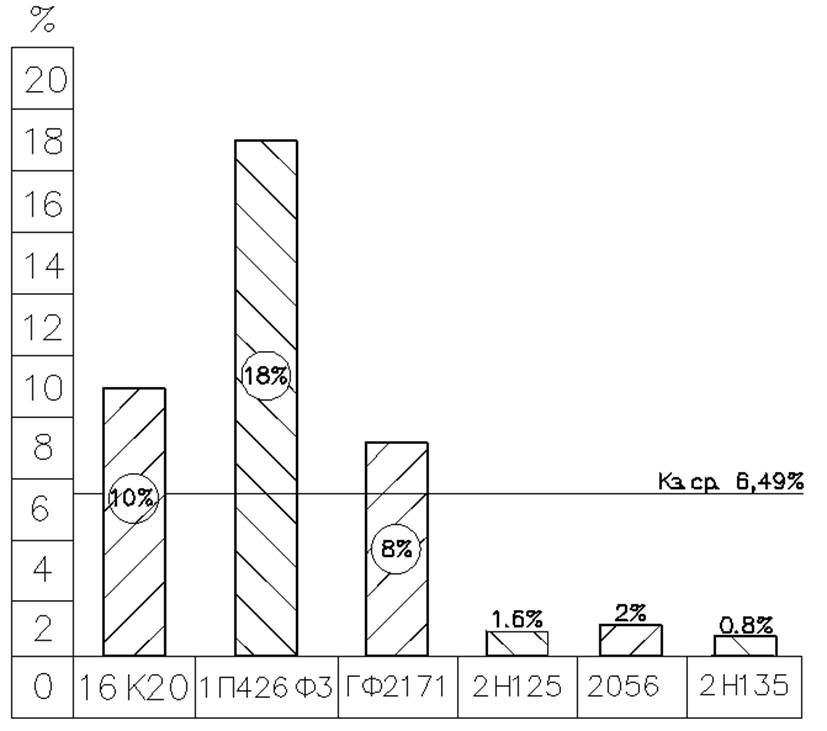
Рисунок 4.1 – График загрузки оборудования по базовому варианту обработки детали
Проектируемый вариант:
Расчётное количество станков (см. формула 4.1):
 шт. Принимаем
шт. Принимаем![]() =1станок
=1станок
 шт. Принимаем
шт. Принимаем![]() =1станок
=1станок
Коэффициент загрузки оборудования (см. формула 4.2):
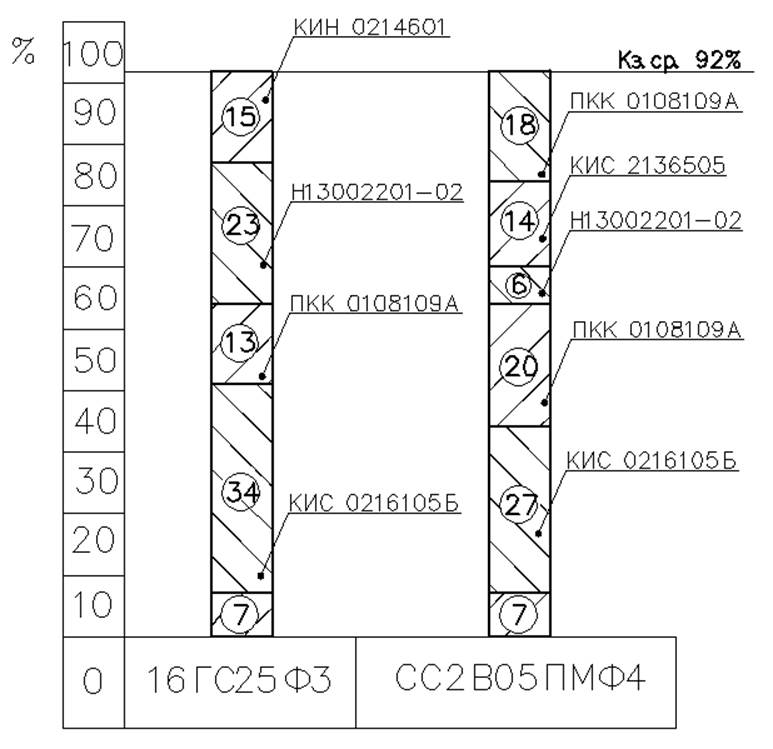
Рисунок 4.2 – График загрузки оборудования по проектному варианту обработки детали
Таблица 4.1 - Описание механической обработки типовых деталей
|
Наимено вание и номер деталей |
Годовой объем выпуска |
Масса, кг |
Номер и наименование операции |
Модель станка |
Время обработки, мин |
|||
|
Детали |
Заготовки |
ТМ (ТЦа) |
ТВР |
ТШТ-К |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Корпус КИС 0216105Б |
2500 |
2,4 |
2,5 |
010 Токарная с ЧПУ |
16К20Ф3 |
28.3 |
0,48 |
32.6 |
|
020 Сверлильная с ЧПУ |
СС2В05ПМФ4 |
23,9 |
0,59 |
26,8 |
||||
|
Корпус КИС 2136510Б |
2100 |
2,4 |
2,5 |
010 Токарная с ЧПУ |
16К20Ф3 |
6,44 |
0,48 |
6,92 |
|
020 Сверлилрная с ЧПУ |
СС2В05ПМФ4 |
14,97 |
0,54 |
17,2 |
||||
|
Корпус ПКК 0108109А |
3500 |
1,5 |
1,68 |
010 Токарная с ЧПУ |
16А20Ф3 |
9,23 |
0,59 |
9,47 |
|
020 Сверлильная с ЧПУ |
СС2В05ПМФ4 |
30,5 |
0,59 |
36,7 |
||||
|
Ступица Н 130.02. 201-02 |
2000 |
5,81 |
7,31 |
010 Токарная с ЧПУ |
16А20Ф3 |
25,4 |
0,54 |
28,6 |
|
020 Вертикально-фрезерная с ЧПУ |
ГФ 2171 |
6,01 |
0,49 |
8,07 |
||||
|
Вилка ПКК 0141605 |
2700 |
4,32 |
6,19 |
040 Токарная с ЧПУ |
16А20Ф3 |
21,7 |
0,68 |
25,4 |
|
030 Сверлильная с ЧПУ |
СС2В05ПМФ4 |
14,18 |
0,56 |
16,93 |
||||
Догрузка станка модели 16ГС25Ф3
Корпус КИС 0216105Б
Корпус ПКК 0108109А
Ступица Н.130.02.201-02
Цапфа КИН 0214601
Догрузка станка модели СС2В05ПМФ4
Корпус КИС 0216105Б
Корпус ПКК 0108109А
Ступица Н.130.02.201-02
Корпус КИС 2136505
Вилка ПКК 0141605
4.2 Определение количества производственных рабочих
Численность производственных рабочих для каждого рабочего места индивидуально определяется по формуле:
 ,
(4.3)
,
(4.3)
где Fдр – эффективный годовой фонд времени станочника; Fдр=4029 ч;
 шт.
Принимаем 1
шт.
Принимаем 1
 шт.
Принимаем 1
шт.
Принимаем 1
 шт.
Принимаем 1
шт.
Принимаем 1
 шт.
Принимаем 1
шт.
Принимаем 1
 шт.
Принимаем 1
шт.
Принимаем 1
 шт.
Принимаем 1
шт.
Принимаем 1
Проектный вариант:
 шт. Принимаем 1
шт. Принимаем 1
 шт. Принимаем 1
шт. Принимаем 1
Анализ возможности организации многостаночного обслуживания
С целью более рационального использования рабочего времени следует рассчитать возможность организации многостаночного обслуживания [9, с. 149-159].
010 Токарная с ЧПУ:
Тмо=1.41 мин; Тмв=0.28 мин;
1. Расчет времени активного наблюдения:
tа.н.=0,05×Тца=0,05×1,69=0,084 мин (4,4)
2. Расчет времени переходов от станка к станку:
tпер.=0,015×L=0,015×(1+3,7)=0,07 мин (4,5)
3. Расчет времени вспомогательного не перекрываемого
tв.н. = tус+ tуп=0,19+0,18=0,37 мин (4,6)
4. Расчет времени вспомогательного перекрываемого
tв.п. = tизм+ tан+ tпер=0,08+0,084+0,07=0,23 мин (4,7)
5. Расчет машино свободного времени
Тм.с.= Тм- tв.п.=1,69-0,37=1,32 мин (4,8)
6. Расчет времени занятости
Тзан= tус+ tуп+ tизм+ tан+ tпер =0,19+0,18+0,08+0,084+0,07=0,6мин (4,9)
7. Расчет числа станков
![]() станка (4,10)
станка (4,10)
8. Расчет продолжительности цикла многостаночного обслуживания
Тц= Тм.с+ Тзан=1,32+0,6=1,92 мин (4,11)
Анализ показал, что многостаночное обслуживание возможно, т.к. рабочий одновременно может обслуживать 3 станка.
020 Токарная с ЧПУ:
Тмо=4.04 мин; Тмв=0.71 мин;
1.Расчет времени активного наблюдения:
tа.н.=0,05×Тца=0,05×4.75=0.23 мин
2.Расчет времени переходов от станка к станку:
tпер.=0,015×L=0,015×(1+3,7)=0,07 мин
3.Расчет времени вспомогательного не перекрываемого
tв.н. = tус+ tуп=0,19+0,18=0,37 мин
4.Расчет времени вспомогательного перекрываемого
tв.п. = tизм+ tан+ tпер=0,66+0,084+0,07=0,81 мин
5.Расчет машино свободного времени
Тм.с.= Тм-tв.п.=4,75-0,81=3,94 мин
6.Расчет времени занятости
Тзан= tус+ tуп+ tизм+ tан+ tпер =0,19+0,18+0,66+0,084+0,07=1,18мин
7.Расчет числа станков
![]() станка
станка
8.Расчет продолжительности цикла многостаночного обслуживания
Тц= Тм.с+ Тзан=3,94+1,18=5,12 мин
Анализ показал, что многостаночное обслуживание возможно, т.к. рабочий одновременно может обслуживать 4 станка.
030 Cверлильная с ЧПУ:
Тмо=2,32 мин; Тмв=3,88 мин;
1.Расчет времени активного наблюдения:
tа.н.=0,05×Тца=0,05×6,2=0,31 мин
2.Расчет времени переходов от станка к станку:
tпер.=0,015×L=0,015×(1+3,1)=0,06 мин
3.Расчет времени вспомогательного не перекрываемого
tв.н. = tус+ tуп=0,19+0,16=0,35 мин
4.Расчет времени вспомогательного перекрываемого
tв.п. = tизм+ tан+ tпер=0,45+0,31+0,06=0,82 мин
5.Расчет машино свободного времени
Тм.с.= Тм+ tв.п.=6,2-0,35=5,85 мин
6.Расчет времени занятости
Тзан= tус+ tуп+ tизм+ tан+ tпер =0,19+0,16+0,45+0,31+0,06=1,17мин
7.Расчет числа станков
![]() станков
станков
8.Расчет продолжительности цикла многостаночного обслуживания
Тц= Тм.с+ Тзан=5,85+1,17=7,02 мин
Анализ показал, что многостаночное обслуживание возможно, т.к. рабочий одновременно может обслуживать 6 станков.
Наибольшее число станков может обслуживать оператор многоцелевых станков с ЧПУ: 6 станков, поэтому для построения графика его работы следует проанализировать возможности обслуживания им других деталей:
Таблица 4.2 Исходные данные
|
Номер и наименование операции |
Модель станка |
Профессия и разряд |
Тца, мин |
tус, мин |
tуп, мин |
tизм, мин |
|
040 Комплексная с ЧПУ |
ГДН630 |
Оператор 4 |
29,68 |
1,68 |
0,07 |
3,15 |
|
010 Комплексная с ЧПУ |
DMU 50 |
Оператор 4 |
3,14 |
0,11 |
0,07 |
0,98 |
Деталь: КТ0312101
040 Комплексная с ЧПУ:
Тмо=24,15 мин; Тмв=5,53 мин;
1.Расчет времени активного наблюдения:
tа.н.=0,05×Тца=0,05×29,68=1,48 мин
2.Расчет времени переходов от станка к станку:
tпер.=0,015×L=0,015×(1+3,5)=0,06 мин
3.Расчет времени вспомогательного не перекрываемого
tв.н. = tус+ tуп=1,68+0,07=1,75 мин
4.Расчет времени вспомогательного перекрываемого
tв.п. = tизм+ tан+ tпер=3,15+1,48+0,06=4,7 мин
5.Расчет машино свободного времени
Тм.с.= Тм+ tв.п.=29,68-4,7=24,97 мин
6.Расчет времени занятости
Тзан= tус+ tуп+ tизм+ tан+ tпер =1,68+0,07+3,15+1,48+0,06=6,45мин
7.Расчет числа станков
![]() станков
станков
8.Расчет продолжительности цикла многостаночного обслуживания
Тц= Тм.с+ Тзан=24,97+6,45=31,42 мин
Анализ показал, что многостаночное обслуживание возможно, т.к. рабочий одновременно может обслуживать 4 станка.
Деталь: КЗК100290201
010 Комплексная с ЧПУ:
Тмо= 0,488мин; Тмв= 2,66 мин;
1.Расчет времени активного наблюдения:
tа.н.=0,05×Тца=0,05×3,148=0,15 мин
2.Расчет времени переходов от станка к станку:
tпер.=0,015×L=0,26 мин
3.Расчет времени вспомогательного не перекрываемого
tв.н. = tус+ tуп=0,11+0,07=0,18 мин
4.Расчет времени вспомогательного перекрываемого
tв.п. = tизм+ tан+ tпер=0,98+0,15+0,11=1,24 мин
5.Расчет машино свободного времени
Тм.с.= Тм+ tв.п.=3,14-1,24=1,9 мин
6.Расчет времени занятости
Тзан= tус+ tуп+ tизм+ tан+ tпер =0,11+0,07+0,98+0,15+0,26=1,57мин
7.Расчет числа станков
![]() станка
станка
8.Расчет продолжительности цикла многостаночного обслуживания
Тц= Тм.с+ Тзан=1,9+1,57=3,47 мин
Анализ показал, что многостаночное обслуживание возможно, т.к. рабочий одновременно может обслуживать 2 станка.
Таблица 4.3 Результаты расчетов
|
Модель станка |
tа.н, мин |
tпер, мин |
tв.н., мин |
tв.п., мин |
Тм.с, мин |
Тзан, мин |
m, станки |
Тц, мин |
|
СС2В05ПМФ4 |
0,31 |
0,06 |
0,35 |
0,82 |
5,85 |
1,17 |
6 |
7,02 |
|
ГДН630 |
1,484 |
0,067 |
1,75 |
4,702 |
24,97 |
6,45 |
4 |
31,42 |
|
DMU 50 |
0,15 |
0,26 |
0,18 |
1,24 |
1,9 |
1,57 |
2 |
3,47 |
Таблица 4.4 - Расчет количества оборудования и численности производственных рабочих.
|
Номер операции |
Модель станка |
Стоимость станка, млн.руб. |
Тшт-к, мин. |
Ср. |
Сn. |
Кз,% |
Профессия рабочего и разряд работ |
разряд работ |
Рст |
Рп |
|
|
Базовый вариант механообработки |
|||||||||||
|
010 |
16К20 |
7,134 |
11,61 |
0.10 |
1 |
10 |
Токарь |
3 |
0,23 |
2 |
|
|
020 |
1П426Ф3 |
126,680 |
19,968 |
0.18 |
1 |
18 |
Оператор ЧПУ |
4 |
0,40 |
2 |
|
|
030 |
ГФ2171 |
177,202 |
9,425 |
0.08 |
1 |
8 |
Оператор ЧПУ |
3 |
0,18 |
2 |
|
|
040-050 |
2Н125 |
3,873 |
1,82 |
0,016 |
1 |
0,016 |
Сверловщик |
3 |
0,036 |
2 |
|
|
070 |
2056 |
1,172 |
2,3 |
0,02 |
1 |
2 |
Сверловщик |
3 |
0,04 |
2 |
|
|
080 |
2Н135 |
3,486 |
0,896 |
0,008 |
1 |
0,8 |
Сверловщик |
3 |
0,01 |
2 |
|
|
Итого: |
319,547 |
46,028 |
0,896 |
12 |
|||||||
|
Проектный вариант механообработки |
|||||||||||
|
010-020 |
16ГС25Ф3 |
186,818 |
5,7 |
0,05 |
1 |
5 |
Оператор ЧПУ |
4 |
0,17 |
2 |
|
|
030 |
СС2В05ПМФ4 |
120,000 |
7,92 |
0,07 |
1 |
7 |
Оператор ЧПУ |
4 |
0,15 |
2 |
|
|
Итого: |
306,818 |
16,43 |
0,32 |
4 |
|||||||
4.3 Организация труда на участке
По расчетам, произведенным в п.4.1 для обработки детали используются два станка, которые обслуживают два рабочих.
Обработанные детали и заготовки хранятся в тарах, расположенных около станков в удобном для рабочего месте. Тара перемещается от станка к станку с помощью кран-балки.
Подвоз заготовок на участок и вывоз готовых деталей на сборку
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.