2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований на изготовление детали
Рекомендации по их обеспечению и контролю
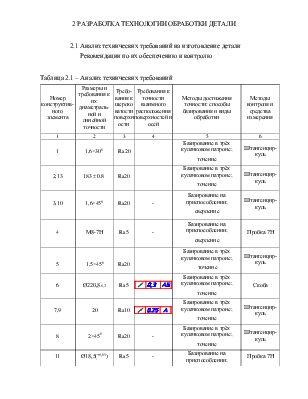
Таблица 2.1 – Анализ технических требований
|
Номер конструктив-ного элемента |
Размеры и требования к их диаметраль-ной и линейной точности |
Требо-вания к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
1,6×300 |
Ra20 |
− |
Базирование в трёх кулачковом патроне; точение |
Штангенцир-куль |
|
2,13 |
183 |
Ra20 |
− |
Базирование в трёх кулачковом патроне; точение |
Штангенцир-куль |
|
3,10 |
1,6×450 |
Ra20 |
- |
Базирование на приспособлении; сверление |
Штангенцир-куль |
|
4 |
М8-7Н |
Ra5 |
- |
Базирование на приспособлении; сверление |
Пробка 7Н |
|
5 |
1,5×450 |
Ra20 |
− |
Базирование в трёх кулачковом патроне; точение |
Штангенцир-куль |
|
6 |
Ø220,8-0,2 |
Ra5 |
|
Базирование в трёх кулачковом патроне; точение |
Скоба |
|
7,9 |
20 |
Ra10 |
|
Базирование в трёх кулачковом патроне; точение |
Штангенцир-куль |
|
8 |
2×450 |
Ra20 |
- |
Базирование в трёх кулачковом патроне; точение |
Штангенцир-куль |
|
11 |
Ø18,5(+0,05) |
Ra5 |
- |
Базирование на приспособлении; сверление |
Пробка 7Н |
Продолжение таблицы 2.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
12 |
Ø252 |
Ra20 |
- |
Базирование в трёх кулачковом патроне; точение |
Скоба |
|
14 |
2,5×300 |
Ra20 |
- |
Базирование в трёх кулачковом патроне; точение |
Штангенцир-куль |
|
15 |
Ø140Р7 |
Ra2,5 |
- |
Базирование в приспособлении; точение |
Пробка |
|
16 |
Ø125 |
Ra20 |
- |
Базирование в трёх кулачковом патроне; точение |
Штангенцир-куль |
|
17 |
Ø95 |
Ra20 |
- |
Базирование в трёх кулачковом патроне; точение |
Штангенцир-куль |
|
18 |
Ø110Р7 |
Ra2,5 |
|
Базирование в трёх кулачковом патроне; точение |
Пробка |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
По заводскому технологическому процессу метод получения заготовки- литье в песчаную форму, материал – ВЧ45. Для получения заготовки приготавливают смесь и подают на участок формовки с помощью ленточного транспорта .
Формовка осуществляется с помощью автоматической формовочной линии AFL-30, где готовят верхнюю и нижнюю опоки.
Плавильная операция осуществляется в индукционных тигельных печах модели ИЧТ-31 . Чугун, расплавленный для заливки , из воронки выпускают в поворотный ковш, который имеет снаружи стальной кожух, внутри он футерован огнеупорным кирпичом. После проверки осуществляют заливку металла. Затем идет выбивка отливки из формы, отливку отделяют от литниковой системы. Очистка отливки осуществляется с помощью дроби в дробеметной камере модели СН12Х18. Качество отливки проверяют внешним осмотрам.
Внутренняя полость получается с помощью стержня. Заусенец зачищают с помощью обдирочно-шлифовального станка 3Е375. После очистки и контроля отливку направляют в механический цех для обработки.
2.2.2 Определение допусков на размеры заготовки, припусков на механическую обработку поверхностей по переходам, расчёт размеров и массы заготовки
Материал –ВЧ 45
Точность отливки- 9-5-12-9 по ГОСТ 26645-85
Таблица 2.2 – Назначение допусков на отливку
|
Номер поверхности |
Номинальный размер детали |
Допуск размера заготовки |
Допуск формы |
Общий допуск |
|
2,13 |
183 |
2,8 |
0,5 |
3,2( |
|
6 |
Ø220,8-0,2 |
2,8 |
0,64 |
3,2( |
|
7,9 |
20 |
1,6 |
0,32 |
2,03( |
|
12 |
Ø252 |
3,2 |
0,8 |
4( |
|
15 |
Ø140Р7 |
2,4 |
0,4 |
3,2( |
|
16 |
Ø125 |
2,4 |
0,4 |
3,2( |
|
17 |
Ø95 |
2,2 |
0,32 |
2,4( |
|
18 |
Ø110Р7 |
2,4 |
0,4 |
3,2( |
Таблица 2.3−Назначение припусков и расчёт размеров заготовки
|
№пов. |
Переходы механической обработки |
Точность обработки |
Припуск табличный |
Расчёт размеров d или D, мм |
|||||||||
|
Квалитет |
Допуск |
Шероховатость |
|||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|||||||
|
2, 13 |
Точение |
H14 |
1,6 |
Ra12.5 |
1.25 |
183 |
|||||||
|
Заготовка |
- |
0.1 |
Rz630 |
- |
183+1.25=184.25 |
||||||||
|
Принимаем 184.25 |
|||||||||||||
|
6 |
Точение |
H14 |
0.2 |
Ra12.5 |
1.25 |
220,8 |
|||||||
|
Заготовка |
- |
0.1 |
Rа630 |
- |
220,8+1.25= 222.05 |
||||||||
|
Принимаем 222.05 |
|||||||||||||
|
7,9 |
Точение |
H14 |
0.1 |
Ra6.3 |
1.25 |
20 |
|||||||
|
Заготовка |
- |
0.1 |
Rz630 |
- |
20+1.25=21.25 |
||||||||
|
Принимаем 21.25 |
|||||||||||||
|
15 |
Точение чистовое |
Р7 |
0,08 |
Ra1,6 |
2 |
140 |
|||||||
Продолжение таблицы 2.3
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Точение получистовое |
Н11 |
0,13 |
Ra6.3 |
2 |
140-2=138 |
|
|
Заготовка |
- |
0,1 |
Rz630 |
- |
138-2=136 |
|
|
Принимаем 136 |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
16 |
Точение |
Н14 |
0,1 |
Ra12.5 |
1.25 |
125 |
|
Заготовка |
- |
0,1 |
Rz630 |
- |
125-1.25=123.75 |
|
|
Принимаем 123.75 |
||||||
|
17 |
Точение |
Н14 |
0,1 |
Ra12.5 |
1.25 |
95 |
|
Заготовка |
- |
0,1 |
Rz630 |
- |
95-1,25=93,75 |
|
|
Принимаем 93,75 |
||||||
|
18 |
Точение чистовое |
Р7 |
0,1 |
Ra1,6 |
2 |
110 |
|
Точение получистовое |
Н9 |
0,1 |
Ra6.3 |
2 |
110-2=108 |
|
|
Заготовка |
- |
0,1 |
Rz630 |
- |
108-2=106 |
|
|
Принимаем 106 |
||||||
Таблица 2.4- Определение последовательности обработки детали и погрешности установки
|
Последовательность механической обработки поверхности Ø110Р7 |
Точность обработки |
Способ базирования детали в приспособлении |
Расчёт погрешности установки Еу, мм |
|
|
Квалитет с допуском технологическим, мм |
Шероховатость, Ra,мкм |
|||
|
Заготовка отливка |
Н16( |
Rz 800 |
- |
- |
|
Точение черновое |
Н14(+1,0) |
Ra12,5 |
Базир. по обраб. отверстию 15 в 3-х кулачковом патроне с упором в торец |
Еу=Еб2+Ез2=02+0.042=0.04 |
|
Точение получистовое |
Н11(+0,25) |
Ra6,3 |
Базир. по обраб. отверстию 15 в 3-х кулачковом патроне с упором в торец |
Еу=0,5*0,04=0,02 |
|
Точение чистовое |
Н9(+0,1) |
Ra3,2 |
Базир. по обраб. отверстию 15 в 3-х кулачковом патроне с упором в торец |
Еу=0,3*0,04=0,012 |
|
Точение тонкое |
Р7 |
Ra1,6 |
Базир. по обраб. поверхности 6 с упором в торец 7 |
Отклонение от соосности 0,1 2х отверстий 18 и 15 обеспечивается обработкой с одной схемой базирования Еу=Еб2+Ез2=02+0.042=0.04 |
Таблица 2.5 – Аналитический расчёт припусков, мм
|
Переходы механической обработки
поверхности Ø110Н7 |
Элементы припусков,мм |
Расчётный припуск 2Zmin |
Расчётный размер Dp |
Допуск Т |
Предельный размер |
Предельный припуск |
|||||
|
Rz |
h |
ρ |
Ey |
Dmax |
Dmin |
2ZminПР |
2ZmaxПР |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
Заготовка (отливка) |
0,6 |
0.5 |
- |
- |
105,98 |
1,6 |
105,98 |
104,38 |
- |
- |
|
|
Точение черновое |
0.05 |
0.05 |
0,02 |
0,04 |
3,48 |
109,46 |
1,0 |
109,46 |
108,46 |
3,48 |
4,08 |
|
Точение получистовое |
0.02 |
0.025 |
0,01 |
0,02 |
0.28 |
109,74 |
0.25 |
109,74 |
109,49 |
0,28 |
1,03 |
|
Точение чистовое |
0.005 |
0.01 |
- |
0,012 |
0.134 |
109,87 |
0.1 |
109,87 |
109,77 |
0,13 |
0,28 |
|
Точение тонкое |
0.003 |
- |
- |
0,04 |
0.11 |
109,98 |
0.04 |
109,98 |
109,94 |
0,11 |
0,17 |
|
Итого |
4 |
5,56 |
|||||||||
ρзаг=ρкор+ρсм,
где: ρкор- пространственное отклонение на коробление, ρкор=0,24мм
ρсм- смещение стержня отливки относительно наружной поверхности, ρсм=0,26мм
ρзаг=0,24+0,26=0,5мм
ρост= ρзаг*Ку где: Ку- коэффициент уточнения, Ку=0.06
ρост- остаточные пространственные отклонения на обработанных поверхностях
ρостчерн. =0.5*0.06=0.03 мм
ρост п.чист=0.5*0.04=0.02 мм
ρост чист=0.5*0.02=0.01 мм
 (2.1.5)
(2.1.5)
![]()
![]()
![]()
![]()
Проверка ![]() (2.1.6)
(2.1.6)
0,17-0.11=0.1-0.04
0.6=0.6
Расчет массы спроектированной заготовки:
mз=mд+mотх.мех.обр., (2.2)
где mотх.мех.обр – масса удаляемого в процессе механической обработки слоя металла, кг.
mотх.мех.обр =Vотх.![]() ρ,
кг (2.3)
ρ,
кг (2.3)
где Vотх. – суммарный объём удаляемых в процессе механической обработки фигур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρ=7,2∙10-6 кг/мм2.
Размеры фигур устанавливаются на основе размеров обработки и табличных припусков.
Определение объемов фигур:
 мм
мм
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
Vобщ= V1+V2+V3 +V4+ V5+V6+V7+V8+V9+V10+V11 (2.4)
Vобщ=23283+37273+7669+30839+42814+20184+
+8714+3225+12058+30175+2864=219098 мм3
mотх.мех.обр =219098∙ 7,2∙10-6=1.6 кг
mз=19.7+1.6=21.3 кг
Коэффициент использования заготовки:
 (2.5)
(2.5)
где mЗ – масса рассчитанной заготовки, кг;
Пересчитанный коэффициент использования материала:
 ,
(2.6)
,
(2.6)
где Нрасх – пересчитанная норма расхода материала, кг (см. п.1.3, формула 1.6)
НРАСХ.=21.3+1.5 = 22.8 кг
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление последовательности обработки для проектируемого техпроцесса
010 Токарная с ЧПУ (станок модели 16К20Ф3)
1 подрезать торец 11
2 точить поверхность 6
3 подрезать торец 12
4 точить поверхность 13
020 Токарная с ЧПУ (станок модели 16К20Ф3)
1 подрезать торец 7
2 расточить поверхность 10
3 расточить поверхность 9 с образованием фаски 5
4 расточить канавку 16
030 Токарная с ЧПУ (станок модели 16К20Ф3)
1 подрезать торец 3
2 расточить поверхность 14
3 расточить поверхность 1 предварительно
4 расточить канавку 15
040 Комплексная на обрабатывающих центрах с ЧПУ (станок модели ИР-500ПМФ4)
1 расточить поверхность 1
2 расточить поверхность 9
050 Вертикально-сверлильная (станок модели 2Н150)
1 сверлить отверстия 3
2 зенкеровать отверстия 1
060 Вертикально-сверлильная (станок модели 2Н150)
1 зенковать фаски 2
2 развернуть отверстия 3
070 Вертикально-сверлильная (станок модели 2Н150)
1 сверлить отверстия 4 предварительно
2 зенковать фаски 1
080 Вертикально-сверлильная (станок модели 2Н150)
1 нарезать резьбу в отверстиях 4
100 Контроль
В заводском техпроцессе нерационально используются станки сверлильной группы. Недостатком базового технологического процесса является низкая степень механизации, для ее повышения необходимо заменить универсальное оборудование на станки с ЧПУ.
Проанализировав заводской технологический процесс механической обработки детали «Ступица» КВС-1-0109101, предлагается внести в дипломный проект следующие изменения: с целью концентрации операций, повышения степени механизации и уменьшения численности рабочих целесообразно использовать станок с ЧПУ.
Таким образом, целесообразно объединить операции 040,050,060 и применить станок с ЧПУ ИР-500ПМФ4.
В связи с этим проектируемый технологический процесс будет выглядеть следующим образом:
010 Токарная с ЧПУ (станок модели 16К30Ф3)
1 подрезать торец 1
2 точить поверхность 2
3 подрезать торец 4
4 точить поверхность 3
020 Токарная с ЧПУ (станок модели 16К30Ф3)
1 подрезать торец 1
2 расточить поверхность 2
3 расточить поверхность 3 с образованием фаски 4
4 расточить канавку 5
030 Токарная с ЧПУ (станок модели 16К30Ф3)
1 подрезать торец 1
2 расточить поверхность 2
3 расточить поверхность 3 с образованием фаски 4
4 расточить канавку 5
040 Комплексная на обрабатывающих центрах с ЧПУ (станок модели
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.