1 АНАЛИЗ ИСХОДНЫХ ДАННЫХ
1.1 Описание конструкции и служебного назначения детали.
Деталь «Ступица» КВС-1-0109101 входит в состав узла “Мост управляющих колёс КВС-1-109000” комплекса высокопроизводительного кормоуборочного КВК-800 “Полесье”.
Основные поверхности:
Поверхность Ø110Р7 и Ø140Р7 предназначены для установки подшипников 7613А-27365 и 7610А-27365 соответственно, для дальнейшей установки ступицы на ось РСМ-10-02-190-01.
Три отверстия М8-7Н служат для закрепления колпака ступицы РСМ-10.02.02.009А.
На поверхность Ø220,8 устанавливается колесо и фиксируется при помощи 8 болтов КВС-1-0109601 запрессованных в отверстия Ø18,5Н9 гаек УЭС-7-0109090.
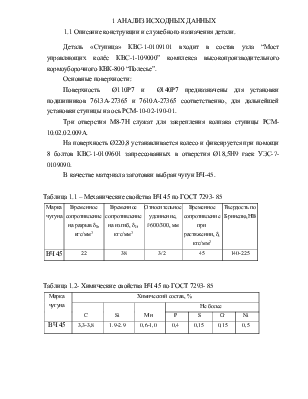
В качестве материала заготовки выбран чугун ВЧ-45.
Таблица 1.1 – Механические свойства ВЧ 45 по ГОСТ 7293- 85
|
Марка чугуна |
Временное сопротивление на разрыв δВ, кгс/мм2 |
Временное сопротивление на изгиб, δИ, кгс/мм2 |
Относительное удлинение, f∙600/300, мм |
Временное сопротивление при растяжении, δ, кгс/мм2 |
Твердость по Бринелю,НВ |
|
ВЧ 45 |
22 |
38 |
3/2 |
45 |
140-225 |
Таблица 1.2- Химические свойства ВЧ 45 по ГОСТ 7293- 85
|
Марка чугуна |
Химический состав, % |
||||||
|
C |
Si |
Мн |
Не более |
||||
|
P |
S |
Cr |
Ni |
||||
|
ВЧ 45 |
3,3-3,8 |
1.9-2.9 |
0,6-1,0 |
0,4 |
0,15 |
0,15 |
0,5 |
1.2 Определение типа производства и его характеристика
Тип производства определяется по коэффициенту закрепления операций (Кз.о.). Предварительно на основе типового технологического процесса его можно определить по формуле:
 , (1.1)
, (1.1)
где Fд. – действительный годовой фонд работы оборудования, ч;
Fд. =4029 ч;
N -годовой обьем выпуска детали, шт; N = 1500 шт;
Tшт. (шт-к) ср- среднее штучное или штучно-калькуляционное время, мин;
 (1.2)
(1.2)

Kу- коэффициент ужесточения заводских норм; Ку = 1.
Таблица 1.3 – Анализ операций механической обработки детали
|
№опер. |
Код и наименование опер. |
Модель ст. |
Тшт ср |
|
010 |
4233 Токарная с ЧПУ |
16К20Ф3 |
11.63 |
|
020 |
4233 Токарная с ЧПУ |
16К20Ф3 |
23.83 |
|
030 |
4237 Токарная с ЧПУ |
16К20Ф3 |
16.96 |
|
040 |
4237 Комплексная на обраб. центрах с ЧПУ |
ИР-500ПМФ4 |
11.48 |
|
050 |
4214 Вертикально-сверлильная |
2Н150 |
13.33 |
|
060 |
4214 Вертикально-сверлильная |
2Н150 |
8.76 |
|
070 |
4214 Вертикально-сверлильная |
2Н150 |
3.03 |
|
080 |
4214 Вертикально-сверлильная |
2Н150 |
1.529 |
Среднесерийное производство характеризуется ограниченной номенклатурой изделий, изготавливаемых или ремонтируемых периодически повторяющимися партиями и сравнительно небольшим объемом выпуска. В таком производстве используют высокопроизводительное оборудование, причем наряду с универсальным применяют станки с ЧПУ. Широко используют переналаживаемые быстродействующие приспособления, универсальный и специальный режущий и мерительный инструмент.
Величина производственной партии:
 ,
(1.3)
,
(1.3)
где a – число дней, на которые необходимо иметь запас деталей, а =5.
Фр.д. – число рабочих дней в году;
Фр.д.=365-(104+8) =253 дня.
 шт.
шт.
В базовом технологическом процессе обработки применены универсальные станки и станки с ЧПУ, которые применяются в крупносерийном производстве и делают невозможной частую переналадку оборудования.
Заготовкой служит отливка в разовые песчаные формы, которая может быть применена и в мелкосерийном производстве.
1.3 Анализ детали на технологичность
1 Качественный анализ на технологичность.
Основные задачи, решаемые при анализе технологичности конструкции детали, сводится к возможному уменьшению трудоемкости и металлоемкости, возможности обработки высокопроизводительными методами.
Деталь «Ступица» изготавливается из чугуна ВЧ45 ГОСТ 729385. Конфигурация наружного контура не вызывает сложности для получения заготовки из поковки. Жесткость детали достаточна для получения заданных квалитетов точности
В конструкции детали отсутствуют технологические трудности связанные с ее базированием, как на начальной, так и на конечной стадиях обработки. Существует возможность обработки нескольких поверхностей с одной установки, в частности с одной установки могут быть обработаны: подрезан один из торцов, расточено отверстие Ø140Р7 и Ø110Р7, а также сверление отверстий Ø18,5. Конструкция «Ступицы» не вызывает проблем с подводом режущего инструмента к обрабатываемым поверхностям, а также его отвода после окончания обработки, что способствует интенсификации технологического процесса.
2 Количественный анализ на технологичность заключается в расчете коэффициента унификации конструктивных элементов (КУ) и коэффициента использования материала (КИМ).
Для расчета Ку следует провести обработку элементов детали на унифицированность.
Таблица 1.4 – Отработка элементов детали на унифицированность
|
Номер элемента |
Выдерживаемые размеры |
Стандарт на элемент |
|
1 |
1,6×300 |
ГОСТ 8908-81 |
|
2,13 |
183 |
- |
|
3,10 |
1,6×450 |
ГОСТ 8908-81 |
|
4 |
М8-7Н |
ГОСТ 8724-81 |
|
5 |
1,5×450 |
ГОСТ 8908-81 |
|
6 |
Ø220,8-0,2 |
ГОСТ 6636-69* |
|
7,9 |
20 |
ГОСТ 6636-69* |
|
8 |
2×450 |
ГОСТ 8908-81 |
|
11 |
Ø18,5(+0,05) |
ГОСТ 6636-69* |
|
12 |
Ø252 |
- |
|
14 |
2,5×300 |
ГОСТ 8908-81 |
|
15 |
Ø140Р7 |
ГОСТ 6636-69* |
|
16 |
Ø125 |
ГОСТ 6636-69* |
|
17 |
Ø95 |
ГОСТ 6636-69* |
|
18 |
Ø110Р7 |
ГОСТ 6636-69* |
 ,
(1.4)
,
(1.4)
где: QУ.Э. - число конструктивных элементов детали, которые выполнены по стандартам: канавки для сбега резьбы или выхода шлифовальных кругов, резьбы, зубчатые, шлицевые, шпоночные поверхности, фаски, радиусы скругления, отверстия под крепеж и т.д.; или в соответствии с нормальными рядами размеров и конусов: ступени в отверстиях и на наружных поверхностях, конические поверхности и пр., Qу.э.= 13;
QОбщ. - число всех конструктивных элементов детали, Qобщ.= 15
 (1.5)
(1.5)
Деталь считается технологичной, так как Ку = 0,86>0,6
Коэффициент использования материала:
 ,
(1.6)
,
(1.6)
где: mД – масса детали, кг; mД = 19.7кг;
НРАСХ. – норма расхода материала, кг; НРАСХ.=26кг.
Деталь является технологичной с точки зрения коэффициента
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.