1 Анализ исходных данных
1.1 Описание конструкции и служебного назначения детали
Деталь – “Цапфа” КЗК 0202623А входит в очистное устройство КЗК 0202000Б самоходной молотилки КЗС10. В узле КЗК 0202000Б деталь входит в сварную сборочную единицу КЗК 0202770Б “Шнек”.
По поверхности Ø54u8 цапфа запрессовывается в трубу КЗК 0202813А и обваривается по поверхности наклонной под 400 к данной.
На поверхность Ø50к6 устанавливается подшипник.
На поверхность Ø45h9 устанавливаются шкивы. Крутящий момент которым передается с помощью шпонок, устанавливаемых в шпоночные пазы длиной 70Н15 и 77Н15мм.
С правой стороны на цапфу устанавливается звездочка. Крутящий момент на которую подается цепной передачей и передается цапфе через шпонку длиной 54Н15мм. Для предохранения от спадания звездочки к торцу детали двумя болтами прикручивается стопорная шайба. Болты ввинчиваются в глухие отверстия М8-7Н.
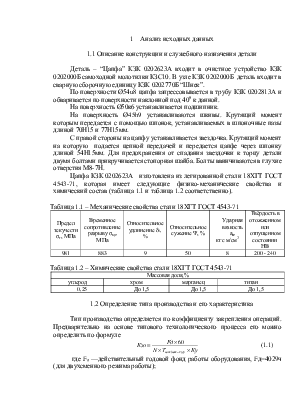
Цапфа КЗК 0202623А изготовлена из легированной стали 18ХГТ ГОСТ 4543-71, которая имеет следующие физико-механические свойства и химический состав (таблица 1.1 и таблица 1.2 соответственно).
Таблица 1.1 – Механические свойства стали 18ХГТ ГОСТ 4543-71
|
Предел текучести σт, МПа |
Временное сопротивление разрыву σвр, МПа |
Относительное удлинение δ5, % |
Относительное сужение Ψ, % |
Ударная вязкость ан, кгс м/см2 |
Твёрдость в отожженном или отпущенном состоянии НВ |
|
981 |
883 |
9 |
50 |
8 |
200 - 240 |
Таблица 1.2 – Химические свойства стали 18ХГТ ГОСТ 4543-71
|
Массовая доля,% |
|||
|
углерод |
хром |
марганец |
титан |
|
0,25 |
До 1,5 |
До 1,5 |
До 1,5 |
1.2 Определение типа производства и его характеристика
Тип производства определяется по коэффициенту закрепления операций. Предварительно на основе типового технологического процесса его можно определить по формуле
|
где Fд —действительный годовой фонд работы оборудования, Fд=4029ч (для двухсменного режима работы);
N — годовой объём выпуска детали, N=4000шт;
Тшт(шт.-к)ср —штучно- калькуляционное время, мин.;
kУ –коэффициент ужесточения заводских норм, kУ=0,7…1.
Таблица 1.3 – Расчёт среднего штучно-калькуляционного времени
|
№ операции |
Наименование операции |
Модель станка |
Тшт-к, мин |
|
010 |
Фрезерно-центровальная |
МР-73 |
3,47 |
|
030 |
Токарно-копировальная |
ЕМ288 |
2,78 |
|
040 |
Токарно-копировальная |
ЕМ288 |
9,92 |
|
050 |
Токарная с ЧПУ |
16А30Ф3 |
4,48 |
|
060 |
Вертикально-сверлильная |
2Н150 |
3,8 |
|
070 |
Вертикально-сверлильная |
2Н150 |
0,84 |
|
080 |
Вертикально-сверлильная |
2Н150 |
2,3 |
|
90 |
Круглошлифовальная |
3Б161 |
7,44 |
|
100 |
Шпоночно-фрезерная |
692Р |
5,56 |
|
120 |
Шпоночно-фрезерная |
692Р |
6,13 |
|
140 |
Шпоночно-фрезерная |
692Р |
4,25 |
|
190 |
Токарно-винторезная |
16К20 |
0,92 |
|
200 |
Круглошлифовальная |
3Б161 |
2,94 |
|
210 |
Круглошлифовальная |
3Б161 |
5,4 |
|
220 |
Круглошлифовальная |
3Б161 |
5,4 |
|
230 |
Круглошлифовальная |
3Б161 |
6,68 |
|
Итого |
72,31 |
||
Тогда коэффициент закрепления операций
Коэффициент закрепления
операции, ![]() следовательно, тип
производства среднесерийный (10<Кзо<20 - среднесерийное производство).
следовательно, тип
производства среднесерийный (10<Кзо<20 - среднесерийное производство).
Среднесерийное производство характеризуется ограниченной номенклатурой изделий, изготавливаемых периодически повторяющимися партиями и сравнительно большим объёмом выпуска, чем в единичном типе производства. При среднесерийном производстве используются универсальные станки, станки с ЧПУ оснащённые специальными, универсальными и универсально-сборными приспособлениями, что позволяет снизить трудоёмкость и себестоимость изготовления изделия.
В среднесерийном производстве технологический процесс изготовления изделия преимущественно дифференцирован, т.е. распределён на отдельные самостоятельные операции, выполняемые на определённых станках.
В среднесерийном типе производства, как правило, используется групповая форма организации производства, где запуск изделий производится партиями с определенной периодичностью.
Количество деталей в партии для одновременного запуска n, шт
|
 , где а - периодичность запуска, дней; а=5 дней;
, где а - периодичность запуска, дней; а=5 дней;
F - число рабочих дней в году; Fрд.=365-(104+8)=253 дня
 шт.
шт.
1.3 Анализ детали на технологичность
Качественный анализ детали на технологичность
Деталь - Цапфа КЗК 0202623А, изготовлена из легированной стали 18ХГТ ГОСТ 4543-71, из заготовки - поковка, что обеспечивает минимальное количества отходов при механической обработке и простату установки заготовки на станок с достаточной точностью.
С точки зрения механической обработки деталь достаточно технологична, имеет ярко выраженную базовую поверхность для первоначальной операции, простая по конструкции, допускает применения высокопроизводительных режимов обработки.
Технологичным является то, что практически всю деталь можно обработать на универсальном оборудовании.
Обрабатываемые поверхности детали представляют собой стандартные или унифицированные конструктивные элементы, что позволяет применять стандартный режущий инструмент и сократить его номенклатуру. Все обрабатываемые поверхности легкодоступны для режущего инструмента.
Не технологичным в детали является то, что для её обработки необходимо использовать дополнительные опоры, т.к. она не жёсткая.
Целесообразно производить обработку заданной детали на современных токарных станках с ЧПУ, которые оснащаются дополнительным приводным инструментом, и обладают повышенной жёсткостью, что позволяет получать обрабатываемые поверхности высокой точности.
Количественный анализ детали на технологичность
Количественный анализ детали на технологичность производим по коэффициентам:
-унификации конструктивных элементов (КУ),
-использования материала (КИМ).
Коэффициент унификации определяем по формуле:
 (1.3)
(1.3)
где QУ — число конструктивных элементов детали, которые выполнены по стандартам;
Qобщ — число всех конструктивных элементов детали.
Для упрощения отработки элементов детали на унифицированность, заполним таблицу 1.4
Таблица 1.4 - Обработка элементов детали на унифицированность
|
Номер элемента |
Выдерживаемые размеры |
Стандарт на элемент |
|
1, 17 |
480 |
ГОСТ 6636-69 |
|
2 |
30º |
ГОСТ 8908-81 |
|
3 |
Ø54 |
- |
|
4 |
40º |
ГОСТ 8908-81 |
|
5 |
Ø70 |
ГОСТ 6636-69 |
|
6, 1 |
95 |
ГОСТ 6636-69 |
|
7 |
Ø60 |
ГОСТ 6636-69 |
|
8 |
Ø60 |
ГОСТ 6636-69 |
|
9 |
Ø50 |
ГОСТ 6636-69 |
|
10 |
Ø50 |
ГОСТ 6636-69 |
|
11 |
2,5х45º |
ГОСТ 8908-81 |
|
12 |
Ø45 |
ГОСТ 6636-69 |
|
13 |
Ø 6,7 |
- |
|
14 |
М8 |
ГОСТ 8724-81 |
|
15 |
2,5х45º |
ГОСТ 8908-81 |
|
16 |
1,6х45º |
ГОСТ 8908-81 |
|
18 |
1,6х45º |
ГОСТ 8908-81 |
|
19 |
М8 |
ГОСТ 8724-81 |
|
20 |
Ø 6,7 |
- |
|
21 |
14х5,5 |
ГОСТ 23360-78 |
|
22 |
14х5,5 |
ГОСТ 23360-78 |
|
23 |
14х5,5 |
ГОСТ 23360-78 |
|
24 |
30º |
ГОСТ 8908-81 |
|
25,1 |
132 |
- |
Деталь по коэффициенту унификации конструктивных элементов технологична, т.к. 0,83>0,6
 (1.4)
(1.4)
где тД — масса детали, кг; тД=7,12кг
Н.расх - норма расхода материала, кг; Н.расх=14,68 кг.
Деталь по коэффициенту использования материала не технологична, т.к. 0,49<0,65.
На основании проведённого качественного и количественного анализов
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.