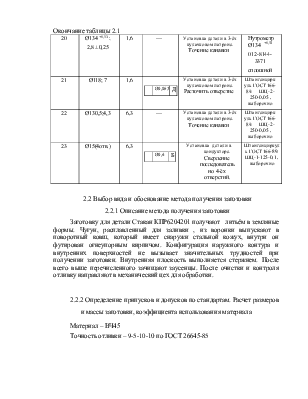





















Чугун, расплавленный для заливки , из воронки выпускают в поворотный ковш, который имеет снаружи стальной кожух, внутри он футирован огнеупорным кирпичом. Конфигурация наружного контура и внутренних поверхностей не вызывает значительных трудностей при получении заготовки. Внутренняя плоскость выполняется стержнем. После всего выше перечисленного зачищают заусенцы. После очистки и контроля отливку направляют в механический цех для обработки.
2.2.2 Определение припусков и допусков по стандартам. Расчет размеров и массы заготовки, коэффициента использования материала
Материал – ВЧ45
Точность отливки – 9-5-10-10 по ГОСТ 26645-85
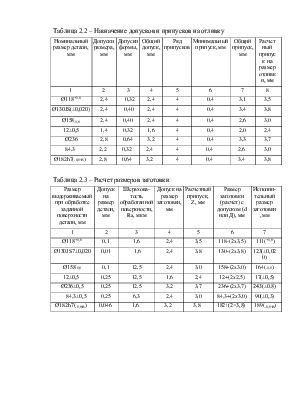
Таблица 2.2 – Назначение допусков и припусков на отливку
|
Номинальный размер детали, мм |
Допуски размера, мм |
Допуски формы, мм |
Общий допуск, мм |
Ряд припусков |
Минимальный припуск, мм |
Общий припуск, мм |
Расчетный припуск на размер отливки, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Ø118+1,0 |
2,4 |
0,32 |
2,4 |
4 |
0,4 |
3,1 |
3,5 |
|
Ø130JS(±0,020) |
2,4 |
0,40 |
2,4 |
4 |
0,4 |
3,4 |
3,8 |
|
Ø158-1,0 |
2,4 |
0,40 |
2,4 |
4 |
0,4 |
2,6 |
3,0 |
|
12±0,5 |
1,4 |
0,32 |
1,6 |
4 |
0,4 |
2,0 |
2,4 |
|
Ø236 |
2,8 |
0,64 |
3,2 |
4 |
0,4 |
3,3 |
3,7 |
|
84,3 |
2,2 |
0,32 |
2,4 |
4 |
0,4 |
2,6 |
3,0 |
|
Ø182h7(-0,046) |
2,8 |
0,64 |
3,2 |
4 |
0,4 |
3,4 |
3,8 |
Таблица 2.3 – Расчет размеров заготовки
|
Размер выдерживаемый при обработке заданной поверхности детали, мм |
Допуск на размер детали, мм |
Шерахова-тость обработанной поверхности, Ra, мкм |
Допуск на размер заготовки, мм |
Расчетный припуск, Z, мм |
Размер заготовки (расчет) с допуском (d или Д), мм |
Исполни-тельный размер заготовки, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Ø118+1,0 |
0,1 |
1,6 |
2,4 |
3,5 |
118-(2x3,5) |
111(+1,0) |
|
Ø130JS7±0,020 |
0,01 |
1,6 |
2,4 |
3,8 |
130-(2x3,8) |
123(±0,020) |
|
Ø158-1,0 |
0,1 |
12,5 |
2,4 |
3,0 |
158+(2x3,0) |
164(-1,0) |
|
12±0,5 |
0,25 |
12,5 |
1,6 |
2,4 |
12+(2x2,5) |
17(±0,5) |
|
Ø236±0,5 |
0,25 |
12,5 |
3,2 |
3,7 |
236+(2x3,7) |
243(±0.8) |
|
84,3±0,5 |
0,25 |
6,3 |
2,4 |
3,0 |
84,3+(2x3,0) |
90(±0,3) |
|
Ø182h7(-0,046) |
0,046 |
1,6 |
3,2 |
3,8 |
182+(2×3,8) |
189(-0,046) |
Расчет массы спроектированной заготовки:
mз=mд+mотх.мех.обр., (2.1)
где mотх.мех.обр – масса удаляемого в процессе механической обработки слоя металла, кг.
mотх.мех.обр =Vотх.×ρ, кг (2.2)
где Vотх. – суммарный объём удаляемых в процессе механической обработки фигур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρСТ=7,1∙10-6 кг/мм2.
Размеры фигур устанавливаются на основе размеров обработки и табличных припусков.
Определение объема удаленных фигур:
 , (2.3)
, (2.3)
где: Д – диаметр заготовки, мм;
l – длина заготовки, мм.
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
Vобщ= V1+V2+V3+V4+V5+2V6 (2.4)
Vобщ= 63646,04+44010,24+45404,4+2260,8+1256+2 x2119,5=160816,48мм3
mотх.мех.обр =160816,48∙ 7,1∙10-6=1,14 кг
mз=5,2+1,14=6,34 кг
Коэффициент использования заготовки:
 (2.5)
(2.5)
где mЗ – масса рассчитанной заготовки, кг;
Пересчитанный коэффициент использования материала:
 , (2.6)
, (2.6)
где Нрасх – пересчитанная норма расхода материала, кг
(см. п.1.3, формула 1.5):
Нрасх= 6,34+6,34·0,1=6,974 кг
КИМ получился в проектном варианте больше, чем в базовом, следовательно принимаем заготовку проектного варианта.
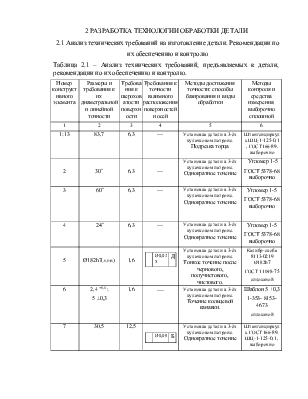
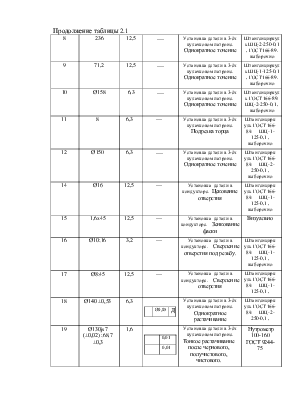
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление
последовательности обработки для проектируемого техпроцесса
010 Токарно-винторезная (станок модели 16К20)
подрезать торец 3
точить поверхность 2
подрезать торец 3
020Автоматноя токарная (станок модели 1283)
подрезать торец 2
точить поверхность 3
точить поверхность Ø158
подрезать торец 10
точить радиус R3
расточить отверстие Ø118H14
расточить отверстие Ø127
подрезать торец 13
обточить поверхность Ø151
подрезать торец 2
точить фаску 1
расточить отверстие Ø138
подрезать торец 8
040 Токарная с ЧПУ (станок модели 16А20Ф3)
подрезать торец 13
точить радиус R3
точить поверхность 7±0,5
точить поверхность Ø139h14
подрезать торец 3
расточить канавку Ø134+0,53
050 Токарная с ЧПУ (станок модели 16А20Ф3)
подрезать торец 11
точить поверхность Ø151
подрезать торец 4
точить радиус R3
расточить отверстие Ø130js7
расточить отверстие Ø140
Расточить фаску8
расточить канавку Ø135
060 Алмазно-расточная (станок модели 27778П)
расточить отверстие Ø130js7(±0,02)
070 Кругло-шлифовальная (станок модели 3Т161)
шлифовать поверхность Ø182h7
080 Вертикально-сверлильная (станок модели 2Н135) сверлить отверстие Ø15
100 Вертикально-сверлильная (станок модели 2Н135)
сверлить отверстие Ø8
120 Вертикально-сверлильная (станок модели 2Н135)
сверлить отверстие Ø10
140 Вертикально-сверлильная (станок модели 2Н135)
цековать отверстие Ø16
150 Вертикально-сверлильная (станок модели 2Н135)
зенковать фаску 3
160 Вертикально-сверлильная (станок модели 2Н135)
нарезать резьбу М12
Недостатком базового технологического процесса является: обработка на операциях 010,020,040,050,060,070 производится на разных станках что не целесообразно и поэтому для повышения степени производства заменяем токарно-винторезный станок 16К20 , автоматно-токарный станок 1283, токарный с ЧПУ 16А20Ф3, алмазно расточной ОС6853 и круглошлифовальный 3Т161 на токарный станок с ЧПУ 1П426ДФ3, а также объединяем операции 120,140 вертикально-сверлильные в одну и операции 150,160 вертикально-сверлильные в одну.
Тогда техпроцесс будет выглядеть следующим образом :
010 Токарная с ЧПУ (станок модели 1П426ДФ3)
подрезать торец 1
точить поверхность 2
точить поверхность 3
точить поверхность 4
точить поверхность 5
точить поверхность 7
точить поверхность 8
точить кольцевую канавку 6
020 Токарная с ЧПУ (станок модели 1П426ДФ3)
подрезать торец 13
точить поверхность 12
точить поверхность 11
точить поверхность 10
точить поверхность 9
расточить отверстие 18
расточить отверстие 19
расточить отверстие 21
расточить канавку 20
расточить канавку 22
030 Вертикально-сверлильная (станок модели 2Н135)
сверлить отверстие 23
040 Вертикально-сверлильная (станок модели 2Н135)
сверлить отверстие 16
цековать отверстие 14
050 Вертикально-сверлильная (станок модели 2Н135)
расверлитьфаску 15
нарезать резьбу М12×1,5
060 Вертикально-сверлильная (станок модели 2Н135)
сверлить отверстие 17
070 Промывка
080 Контрольная
2.3.2 Выбор и обоснование технологических баз
В качестве чистовых технологических баз следует принимать те элементы детали, которые являются базами конструкторскими и измерительными, что уменьшает погрешность базирования, т.к. выполняется принцип совмещения баз.
В качестве черновых баз на первых операциях назначают те элементы, относительно которых обрабатываются будущие чистовые базы, и используют черновые базы только один раз.
К поверхностям, используемым в качестве черновых баз, предъявляют следующие требования:
- их припуски и уклоны должны быть минимальными;
- эти поверхности должны быть без следов прибылей и других дефектов заготовки;
- они не должны являться поверхностями разъёма;
- должны принадлежать матрице, а не пуансону при штамповке и форме, а не стержню при отливке;
- должны иметь наиболее высокую точность размеров и качество поверхности заготовок;
В качестве черновых баз целесообразно использовать те поверхности заготовки, которые останутся необработанными в готовой детали.
В качестве баз применяем поверхности:
010 Токарная с ЧПУ
Базовой поверхностью является наружная цилиндрическая поверхность Ø182h7.
020 Токарная с ЧПУ
Базовой поверхностью является наружная цилиндрическая поверхность Ø158.
030 Вертикально-сверлильная: Базовой поверхностью является внутренняя цилиндрическая поверхность Ø130JS(±0,02)
040 Вертикально-сверлильная
Базовой поверхностью является внутренняя цилиндрическая поверхность Ø130JS(±0,02)
050 Вертикально-сверлильная
Базовой поверхностью является внутренняя цилиндрическая поверхность Ø130JS(±0,02)
060 Вертикально-сверлильная: Базовой поверхностью является внутренняя цилиндрическая поверхность Ø130JS(±0,02)
070 Промывка
080 Контрольная
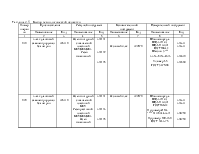
2.3.3 Выбор оборудования и технологической оснастки
Таблица 2.4 – Выбор оборудования.
|
Номер и наименование операции |
Код и модель станка |
Наименование станка |
Стоимость Станка, млн. руб |
Паспортные данные |
||||
|
Габаритные размеры, м |
Характерис-тика привода |
Мощность, кВт |
Ряд частот, мин-1 |
Ряд подач, мм/об |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
010 Токарная с ЧПУ |
1П426ДФ3 |
Токарный с ЧПУ |
130,735 |
3550×2400 |
Электричес-кий |
22 |
12,5-2500 |
1-16 0,5-3000 |
|
020 Токарная с ЧПУ |
1П426ДФ3 |
Токарный с ЧПУ |
130,735 |
3550×2400 |
Электричес-кий |
22 |
12,5-2500 |
1-16 0,5-3000 |
|
030 Вертикально-сверлильная |
3812132702 2Н135 |
Вертикально-сверлильный |
12,015 |
1,03×0,825 ×2,535 |
Электричес-кий |
4 |
31,5…1400 |
0,1…0,6 |
|
040 Вертикально-сверлильная |
3812132702 2Н135 |
Вертикально-сверлильный |
12,015 |
1,03×0,825 ×2,535 |
Электричес-кий |
4 |
31,5…1400 |
0,1…0,6 |
|
050 Вертикально-сверлильная |
3812132702 2Н135 |
Вертикально-сверлильный |
12,015 |
1,03×0,825 ×2,535 |
Электричес-кий |
4 |
31,5…1400 |
0,1…0,6 |
|
060 Вертикально-сверлильная |
3812132702 2Н135 |
Вертикально-сверлильный |
12,015 |
1,03×0,825 ×2,535 |
Электричес-кий |
4 |
31,5…1400 |
0,1…0,6 |
Таблица 2.5 – Выбор технологической оснастки
|
Номер операции |
Приспособления |
Режущий инструмент |
Вспомогательный инструмент |
Измерительный инструмент |
||||
|
Наименование |
Код |
Наименование |
Код |
Наименование |
Код |
Наименование |
Код |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
010 |
3-ёх кулачковый самоцентрирующийся патрон |
396110 |
Резец контурный с ноапаенной пластиной ВК8,ВК6,ВК4 Резец конавочный |
392191 392192 392195 |
Резцовый блок |
392870 |
Штангенциркуль ШЦ-1-125-0,1 ШЦ-2-250-0,05 ГОСТ166-89 Шаблон 5 +0,3 1-353- 8153-4673 Угломер 1-5 ГОСТ 5378-68 |
393311 393311 393610 393560 |
|
020 |
3-ёх кулачковый самоцентрирующийся патрон |
396110 |
Резец контурный с ноапаенной пластиной ВК8 Резец расточной пластиной ВК8,ВК6,ВК4 Резец конавочный |
392191 392193 392195 |
Резцовый блок |
392870 |
Штангенциркуль ШЦ-1-125-0,1 ШЦ-2-250-0,05 ГОСТ166-89 Нутрометр Ø134 +0,53 012-8144-3371 Нутрометр 100-160 ГОСТ 9244-75 |
393311 393311 394250 394250 |
Окончание таблицы 2.5
|
030 |
Кондуктор |
396100 |
Сверло спиральное Ø15 |
391220 |
Втулка переходная |
392800 |
Штангенциркуль ШЦ-1-125-0,1 ГОСТ166-89 |
393311 |
|
040 |
Кондуктор |
396100 |
Сверло спиральное Ø12 Цековка Ø16 Сверло спиральное Ø14 |
391220 391650 |
Втулка переходная Втулка переходная |
392800 392800 |
Штангенциркуль ШЦ-1-125-0,1 ГОСТ166-89 |
393311 |
|
050 |
Кондуктор |
396100 |
Сверло спиральное Ø14 Метчик М12 |
391350 391636 |
Втулка переходная Втулка переходная |
392800 392800 |
Пробка резьбовая |
393140 |
|
060 |
Кондуктор |
396100 |
Сверло спиральное Ø8 |
391220 |
Втулка переходная |
392800 |
Штангенциркуль ШЦ-1-125-0,1 ГОСТ166-89 |
393311 |
2.4 Разработка операционного технологического процесса
2.4.1 Определение межоперационных припусков и операционных
размеров
Расчет припусков производится на ту поверхность, которая должна пройти наибольшее количество переходов механической обработки. Припуски определяются расчетно-аналитическим методом и табличным.
Для того чтобы произвести расчет припусков необходимо рассчитать погрешность установки для каждого перехода механической обработки. Таблица 2.6 – Определение последовательности обработки детали.
|
Последовательность механической обработки Ø130js7(±0,020) |
Точность обработки |
Способ базирования детали в приспособлении |
Расчет погрешности установки,Eу мм |
||
|
Квалитет с допуском |
Шераховато-сть, Rа, мкм |
||||
|
Отливка |
3,2 |
Ra100 |
В 3-ёх кулачковом патроне по наружной поверхности c упором в торец |
Еу=0,14 |
|
|
Черновое растачивание |
Н12(0,4) |
12,5 |
|||
|
Получистовое растачивание |
Н10(0,25) |
6,3 |
Еу=0,006 |
||
|
Чистовое растачивание |
Н8(0,16) |
3,2 |
Еу=0,006 |
||
|
Тонкое растачивание |
Js7(0,04) |
1,6 |
Еу=0,006 |
||
Погрешность установки:
![]() (2.7)
(2.7)
где EБ – погрешность базирования, мм;
EЗ – погрешность закрепления, мм; Eз=0,14 мм
![]() мм
мм
Таблица 2.7 – Аналитический расчет припусков, мм
|
Переходы механической обработки поверхности Ø130 JS7±0,02 |
Rz |
h |
ρ |
EУ |
Расчет-ный припуск 2Zmin |
Расчет-ный размер Dp |
Допуск |
Предельный размер |
Предельный размер |
||
|
Dmax |
Dmin |
2Zminпр |
2Zmaxпр |
||||||||
|
Отливка |
0,6 |
1,2 |
— |
— |
125,761 |
3,2 |
125,8 |
122,6 |
— |
— |
|
|
Черновое растачивание |
0,05 |
0,05 |
0,06 |
0,14 |
3,616 |
129,377 |
0,4 |
129,3 |
128,9 |
3,5 |
6,3 |
Окончание таблицы 2.5
|
Получистовое растачивание |
0,05 |
0,04 |
0,048 |
0,006 |
0,297 |
129,674 |
0,24 |
129,67 |
129,43 |
0,37 |
0,53 |
|
Чистовое растачивание |
0,035 |
0,025 |
0,024 |
0,006 |
0,189 |
129,863 |
0,16 |
129,86 |
129,7 |
0,19 |
0,27 |
|
Тонкое растачивание |
0,02 |
0,005 |
0,006 |
0,006 |
0,157 |
130,02 |
0,04 |
130,02 |
129,98 |
0,16 |
0,28 |
|
Суммарный припуск: |
4,22 |
7,38 |
|||||||||
![]() (2.8)
(2.8)
ρсм = Т/2 = 2,4/2 = 1,2мм
ρкор = Δк · D
ρкор = 0,7·130=91мкм=0,091мм
![]() мм
мм
ρчерн=1,2∙0,05=0,06 мм
ρп.чист=1,2∙0,04=0,048 мм
ρчист=1,2∙0,025=0,03 мм
ρтонк=1,2∙0,005=0,006 мм
 (2.9)
(2.9)
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
Проверка правильности произведенных расчетов:
2Zomax-2Zomin=TДз-ТДД
7,38-4,22 =3,2-0,04
3,16=3,16
2Zoном=2Zomin+ВДз- ВДД=4,22+3,2-0,04=7,38 мм
Дзном= ДДном-2Zoном=130,02-7,38 =122,6 м
Схема расположения припусков представлена на рисунке 2.1
Таблица 2.8 – Табличный расчет припусков.
|
Переходы механической обработки поверхности Ø162 |
Точность обработки |
Припуск табличный, Z, мм |
Расчёт размеров заготовки d или D, мм |
||
|
квалитет |
Допуск, мм |
Шероховатость, Rа, мкм |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Черновое тачение |
h12 |
1,0 |
12,5 |
3,0 |
Ø158 |
|
Отливка |
— |
3,2 |
Ra100 |
4,5 |
Ø158+4,5x2=167 |
2.4.2 Определение режимов резания на проектируемые операции.
Сводная таблица режимов резания.
Аналитический расчет режимов резания.
Операция 010
Подрезать торец 1
Станок-1П426ДФ3
Материал заготовки – высокопрочный чугун ВЧ45 по ГОСТ1412-85
Обработка – предварительная
Вид механической обработки- подрезка торца
D=130мм;d=118мм;L=6мм;h=3мм.
1 Выбор режущего инструмента
Для обработки принят контурный резец оснащённый пластинами из твердого сплава по ГОСТ 18883-73.
Сечение державки НxВ 25x25
Материал режущей части ВК8.
2 Расчет режимов резания а) Глубина резания t=3 мм б) Подача:
рекомендуемая: Sz= 0,3-0,4 мм/зуб принимаемая: Sz= 0,4 мм/зуб в) Стойкость:
Т=60 мин г) Скорость резания:
 (2.10)
(2.10)
где Сν=317; y=0,35;
х=0,15;
m=0,32;
Кν=Кмν∙Кпν∙Кuν, (2.11)
 (2.12)
(2.12)
где n=1,7
Кпν=0,8;
Кuν=0,63.
Кν=1,6∙0,8∙0,63=0,8
 м/мин д) Частота вращения:
м/мин д) Частота вращения:
 ,
(2.13)
,
(2.13)
![]() мин-1
мин-1
корректировка по паспорту станка: n=180 мин-1 е) Действительная скорость резания:
 , (2.14)
, (2.14)
 м/мин з) Силу резания:
м/мин з) Силу резания:
Pz=10·Cp·tx·Sy·υn·Kp (2.15)
где Ср=100; n=0
х=1;
y=0,75;
 (2.16)
(2.16)
Pz=10·100·31·0,40,75·730·1=810 Н
к) Мощность резания:
 (2.17)
(2.17)
 кВт л) Проверочный расчет мощности:
кВт л) Проверочный расчет мощности:
Nрез≤1,2Nдв∙η (2.18)
Nдв=10 кВТ
η=0,8
0,92≤1,2∙10∙0,8
0,92≤9,6
3 Машинное время а) Длина резания:
lрез=(130-118)/2=6 мм б) Длина рабочего хода:
Lр.х.=lрез+y+Δ (2.19)
y=t·ctgφ=3,0·(-0,087)=0,52
Δ=3 мм
Lр.х.= 3+0,52+3=6,52 мм в) Машинное время:
 мин
(2.20)
мин
(2.20)
 мин
мин
Табличный расчет режимов резания.
Операция 010.
Расточить канавку 6
Дано:
Станок-1П426ДФ3
Материал заготовки – высокопрочный чугун ВЧ45 по ГОСТ1412-85
Обработка – чистовая
Вид механической обработки- точение канавки
D=183мм; ;L=5мм;h=2,4мм.
.
1 Выбор режущего инструмента
Для обработки принимаем конавочный резец оснащённый из твердого сплава ВКпо ГОСТ 18883-73.
.
Сечение державки H×B=25×25
Геометрические параметры: φ = 950, α = 80, γ = 100.
2 Расчет режимов резания а) Глубина резания:
t=5 мм б) Подача:
![]() (2.23)
(2.23)
![]() = 0,9 мм/об.
= 0,9 мм/об.
![]() = 1;
= 1;
![]() = 0,85;
= 0,85;
![]() = 0,75;
= 0,75;
![]() = 0,75;
= 0,75;
![]() = 0,75;
= 0,75;
![]() = 0,75.
= 0,75.
![]() мм/об.
мм/об.
в) Стойкость:
Т = 60 мин г) Скорость резания:
![]() (2.24)
(2.24)
![]() = 156 м/мин
= 156 м/мин
![]() = 0,8;
= 0,8;
![]() = 1;
= 1;
![]() = 1;
= 1;
![]() = 0,75;
= 0,75;
![]() = 1;
= 1;
![]() = 1;
= 1;
![]() = 0,7.
= 0,7.
![]() м/мин.
м/мин.
д) Частота вращения:
 мин-1
мин-1
Корректируемая nст = 130 мин-1
е) Действительная скорость резания
![]() д =
д =

 м/мин ж) Сила резания:
м/мин ж) Сила резания:
![]()
![]() = 620 Н
= 620 Н
![]() = 0,6;
= 0,6;
![]() = 1,1.
= 1,1.
![]() Н.
Н.
з) Мощность резания:
![]()
![]() = 2,8 кВт;
= 2,8 кВт;
![]() = 1.
= 1.
![]() кВт.
кВт.
и) Проверочный расчет мощности (см. формула 2.20):
Nдв =10 кВт
η = 0,8
2,8≤1,2∙10∙0,8
2,8≤9,6
3 Машинное время а) Длина резания:
Lрез = 2,4мм б) Длина рабочего хода (см. формула 2.20)
Lр.х.= Lрез + Δ
Δ = 2÷3мм
Lр.х.= 2,4 +3 = 5,4мм в) Машинное время (см. формула 2.22):
 мин
мин
Управляющая программа обработки детали на станке модели
1П426ДФ3 с ЧПУ 2Р22
Деталь ―типа “Стакан” ;
Заготовка ― отливка Ø236×83;
Материал ―чугун ВЧ45 ГОСТ1412-85;
Станок―1П426ДФ3;
Устройство ЧПУ― 2Р22;
Тип производства― мелкосерийный.
Таблица 2.9-Программа обработки детали
|
Эскиз обработки |
Программа |
|
1 |
2 |
|
N001 M08 N002 T1S2 180F0,3 N003 X145 Z0 E N004 Х125 (и.т.→т.1) N005 X300 Z50 Е |
|
|
N006 T2S2 130F0,3 N007 X130 Z2 E N008 L08 A0 P1,5 N009 Х130 Z0 (т.1) N010 Х139 Z-3(т.2) N011 Х150 Z-12 (т.3) N012 Х186 Z-20 (т.4) N013 Z-35 (т.5) N014 X236 (т.6) N015 Z-47 (т.7) N016 Х300 Z50Е |
Продолжение таблицы 2.9
|
N017 T3 S2 180F0,2 N018 X183 Z-18 Е (и.т.h14) N019 Z-35 (→т.1) N020 X300 Z50 E |
|
|
N021 T4 S2 200 F0,2 N022 X182,15 Z-18E(и.т.чис.) N023 Z-35(т.1) N024 X300 Z50 E |
|
|
N025 T5 S2 130 F0,3 N026 Х182,15 Z-18Е (и.т.) N027 Z-37,9(т.1) N028 Х300 Z50 Е |
Окончание таблицы 2.9
|
N029 Т6 S2 130 F0,12 N030 Х180 Z-18Е (и.т.) N031 Z-37 (т.1) N032 Z50Е N033 Х300Е N034М02 |
Таблица 2.10 – Сводная таблица режимов резания.
|
Номер операции и моде-ль станка |
Номер позиции, перехода |
Наименование установа, суппорта, перехода |
D или В мм |
t мм |
lРЕЗ мм |
LРХ мм |
i |
Подача |
n мин-1 |
V м мин |
ТО мин |
ТМВ мин |
|
|
SО мм об |
SМ мм мин |
||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
010 Токарная с ЧПУ |
1 |
Подрезать торец 1 |
Ø130 |
3,0 |
6 |
9 |
1 |
0,4 |
72 |
180 |
73 |
0,13 |
0,08 |
|
2 |
Точить поверхности 2 3 4 поверхность 5 в размер Ø183 7 8 |
30° |
2 ,0 |
81 |
84 |
2 |
0,3 |
39 |
130 |
60 |
2,15 |
0,21 |
|
|
60° |
3,0 |
61 |
|||||||||||
|
24° |
3,0 |
80 |
|||||||||||
|
Ø182 |
2,3 |
74 |
|||||||||||
|
Ø236 |
3,4 |
96 |
|||||||||||
|
Ø236 |
3,7 |
96 |
|||||||||||
|
3 |
Точить поверхность 5 в размер Ø182,3 |
Ø182 |
1,0 |
11 |
13 |
1 |
0,2 |
36 |
180 |
103 |
0,36 |
0,24 |
|
|
4 |
Точить поверхность 5 в размер Ø182,15 |
Ø182 |
0,35 |
11 |
13 |
1 |
0,2 |
40 |
200 |
114 |
0,33 |
0,18 |
|
|
5 |
расточить канавку 6 |
Ø183 |
5,0 |
2,4 |
5,4 |
1 |
0,3 |
39 |
130 |
66 |
0,14 |
0,04 |
|
|
6 |
Точить поверхность 5 |
Ø182 |
0,15 |
11 |
14 |
1 |
0,12 |
36 |
300 |
171 |
0,39 |
0,24 |
|
|
010 Токарная с ЧПУ |
1 |
Подрезать торец 13 |
Ø150 |
3,0 |
5 |
9 |
1 |
0,4 |
72 |
180 |
85 |
0,13 |
0,04 |
|
2 |
Точить поверхности 12 11 10 9 начерно |
Ø150 |
3,0 |
69 |
65 |
3 |
0,4 |
60 |
150 |
71 |
3,25 |
0,26 |
|
|
Ø158 |
3,0 |
72 |
|||||||||||
|
Ø158 |
3,0 |
76 |
|||||||||||
|
Ø236 |
2,4 |
99 |
|||||||||||
Окончание таблицы 2.10
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
||||||||||
|
3 |
Расточить отверстие 18,19,21 Начерно |
Ø140 |
3,2 |
83 |
86 |
1 |
0,3 |
67,5 |
225 |
99 |
1,27 |
0,04 |
|||||||||||
|
Ø129,511 |
3,2 |
92 |
|||||||||||||||||||||
|
Ø118 |
2 |
83 |
|||||||||||||||||||||
|
4 |
Расточить отверстие 18,19,21 |
Ø140 |
1,7 |
83 |
86 |
1 |
0,2 |
54 |
270 |
119 |
1,51 |
0,24 |
|||||||||||
|
Ø129,781 |
1,0 |
110 |
|||||||||||||||||||||
|
Ø118 |
1,5 |
100 |
|||||||||||||||||||||
|
5 |
Расточить отверстие 19 |
Ø129,836 |
0,28 |
68 |
70 |
1 |
0,2 |
60 |
300 |
122 |
1,17 |
0,17 |
|||||||||||
|
6 |
Расточить канавку22 |
Ø130,5 |
1 |
4 |
6 |
1 |
0,1 |
16 |
160 |
66 |
0,38 |
0,04 |
|||||||||||
|
7 |
Расточить отверстие 19 |
Ø130,02 |
0,15 |
66 |
69 |
1 |
0,12 |
42 |
350 |
143 |
1,64 |
0,24 |
|||||||||||
|
8 |
Расточить канавку 20 |
Ø134 |
2,8 |
4 |
6 |
1 |
0,1 |
16 |
160 |
67 |
0,38 |
0,24 |
|||||||||||
|
020 Вертика льно-сверлильная |
1 |
Сверлить отверстие 23 |
Ø15 |
7,5 |
12 |
20 |
4 |
0,1 |
35,5 |
355 |
16,7 |
0,23 |
|||||||||||
|
030 Вертикально-сверлильная |
1 2 |
Сверлить отверстие 16 Цековать отверстие14 |
Ø12 |
5 |
16 |
37 |
1 |
0,1 |
50 |
500 |
16 |
0,0 7 |
|||||||||||
|
Ø16 |
3 |
1 |
4 |
0,1 |
35,5 |
355 |
18 |
0,09 |
|||||||||||||||
|
040 Вертикально-сверлильная |
1 2 |
Расверлить фаску15 Нарезать резьбу 16 |
Ø14 М12 |
1,6 1,5 |
1 15 |
5 35 |
0,1 1,5 |
50 37,5 |
500 250 |
19 8 |
0,01 0,04 |
||||||||||||
|
050 Вертикально-сверлильная |
1 |
Сверлить отверстие 17 |
Ø8 |
4 |
45 |
58 |
0,1 |
50 |
500 |
13 |
0,12 |
||||||||||||
2.4.3 Нормирование проектируемой операции. Сводная таблица норм времени
010 Токарная с ЧПУ
1. Основное время обработки:
Тмо= 4,3+0,13+0,36+0,33+0,14+0,39 =5,65мин
2. Машинное вспомогательное время:
Тмв= 0,08+0,21+0,24+0,18+0,04+0,24 =0,98 мин
3. Время цикла автоматической работы станка:
ТЦа=Тмо+Тмв (2.25)
ТЦа= 5,65+0,98=6,63 мин
4. Вспомогательное время:
Тв= tус+ tуп+ tизм (2.26)
где tус – время на установку и снятие заготовки, мин;
tУП – время на приемы управления станком;
tИЗМ – время на измерение;
tус= 0,37 мин[ОНВ;К3;п2]-установка в патроне
tуп= 0,04+0,03=0,07 мин[ОНВ;К8;п1,2]-включить станок, закрыть щиток
tизм=0,16+0,23+0,20=0,59 мин[ОНВ;К86;п159]-измерение ШЦ,микрометром
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.