УЧРЕЖДЕНИЕ ОБРАЗОВАНИЯ «ГОМЕЛЬСКИЙ ГОСУДАРСТВЕННЫЙ МАШИНОСТРОИТЕЛЬНЫЙ КОЛЛЕДЖ»
Описание классического типового технологического процесса обработки деталей типа «Вал» Выполнила: Проверила:


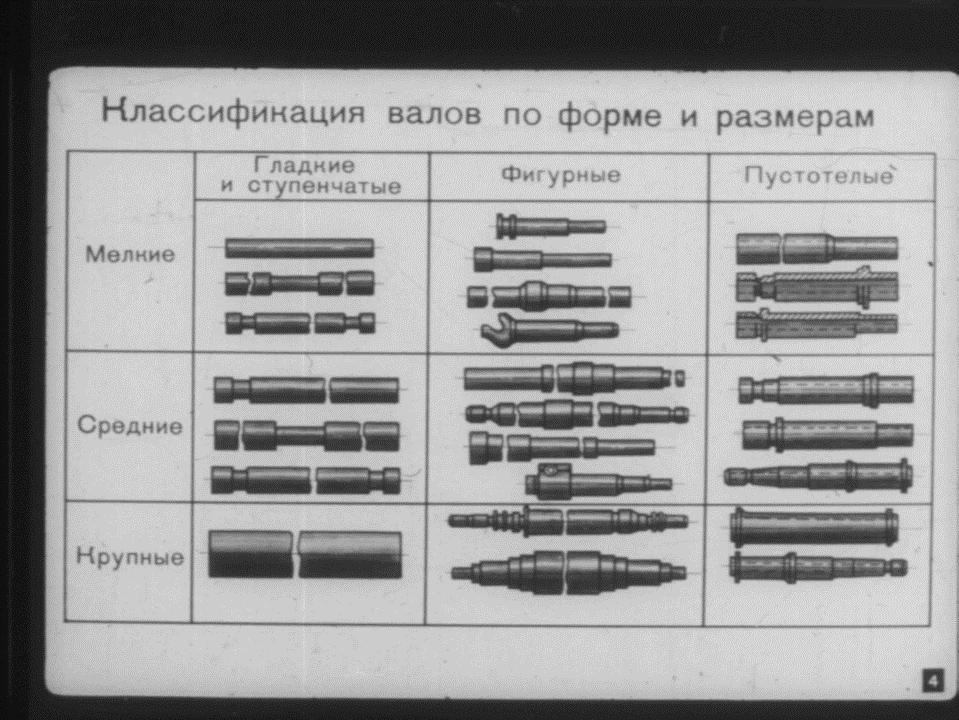
Классификация валов

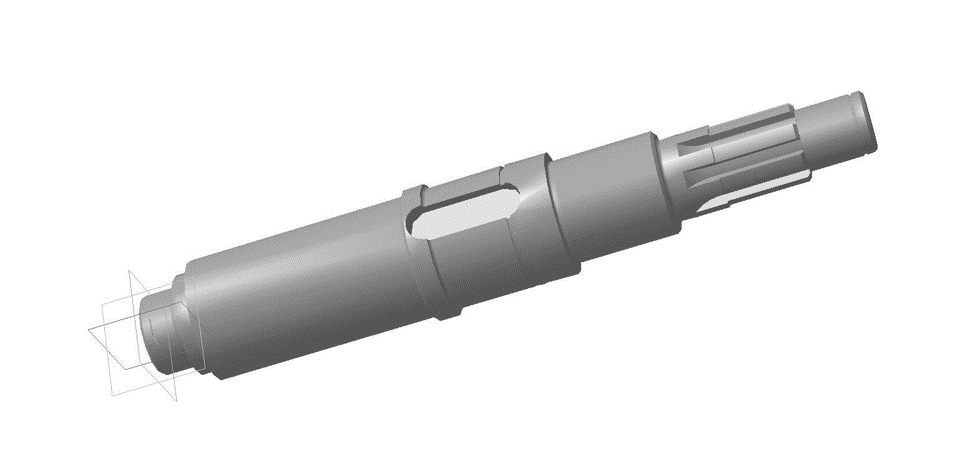
Обработка детали на универсальных и специализированных станках на примере обработки детали шлицевый вал КИС 0114694
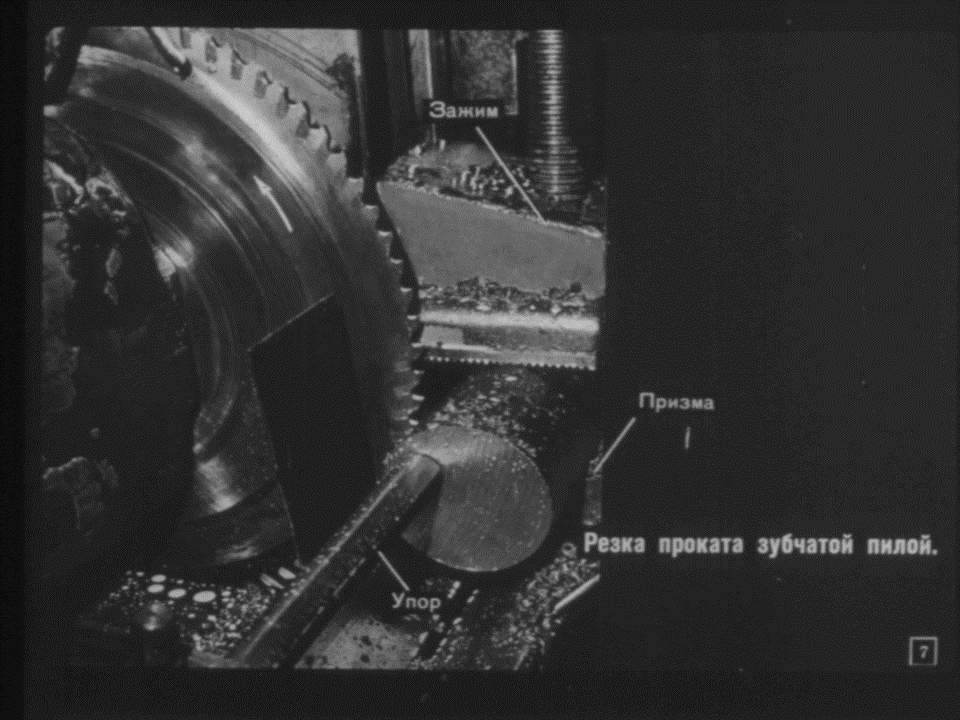
Нарезка заготовок в виде проката круглого сечения происходит на ленточнопильном станке, где деталь устанавлива-ется в призму и обраба-тывается зубчатой пи-лой.
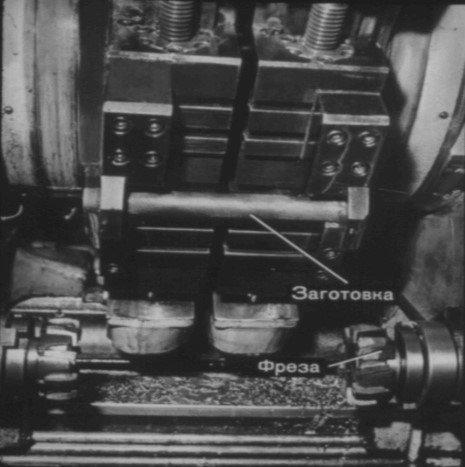
Затем происходит под-готовка технологических баз, а именно подрезка торца и засверливание центровочных отверстий на фрезерно-центроваль-ном станке МР-71М.
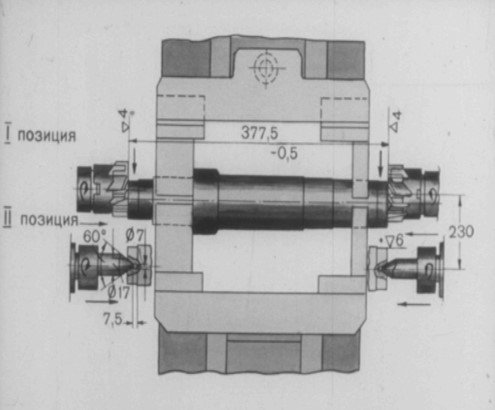
После зацентровки от-верстий идет токарная обработка детали на то-карно-копировальном по-луавтомате ЕМ288,на ко-тором выполняется точе-ние поверхностей.
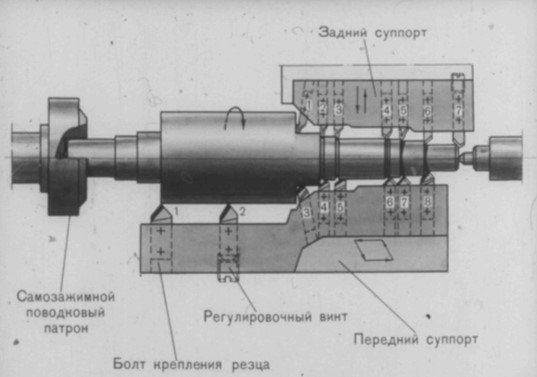

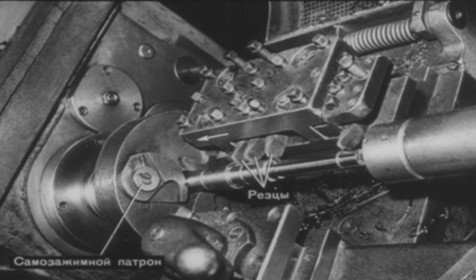
После проточки поверх-ностей деталь обрабаты- вается на токарно-винто-резном станке 16К20Ф3, где происходит оконча-тельная обточка поверх-ностей под шлифование, проточка всех канавок.

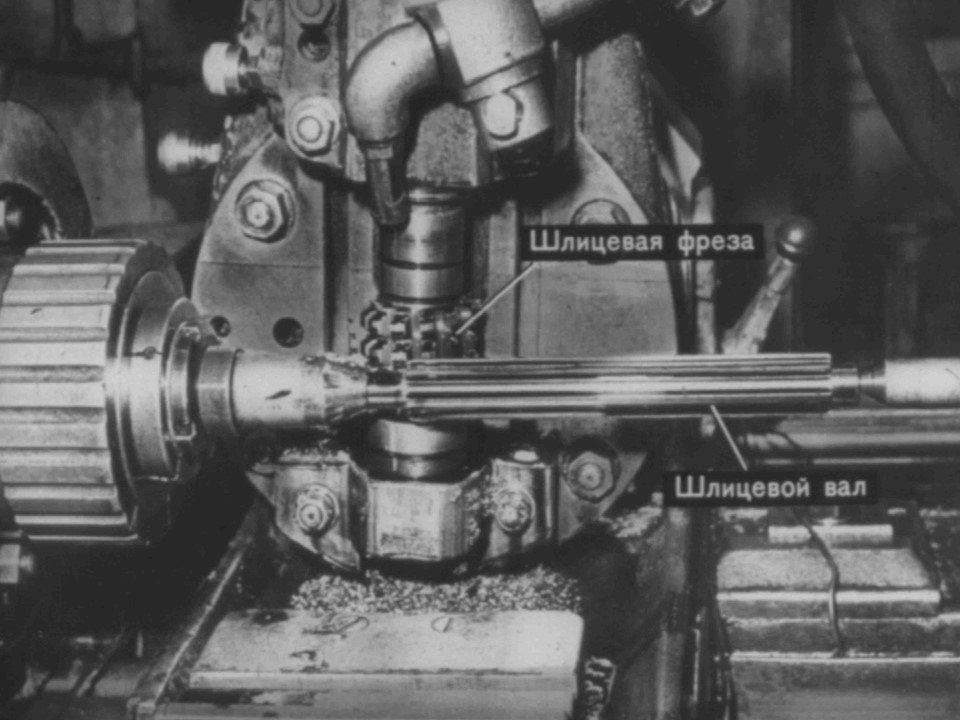
После проточки всех поверх-ностей идет фрезерная обра-ботка которая включает в себя обработку лыски,прореза-ние шпоночного паза и нареза-ние шлицев. Эти три операции выполняются на трех разных станках 6Т12(вертикально-фрезерный),6Д92(шпоночно-фрезерный) и 5350 (шлицефре-зерный)



Следующей операцией идет сверление сквозного отверстия на вертикаль- но-сверлильном станке 2Н125.

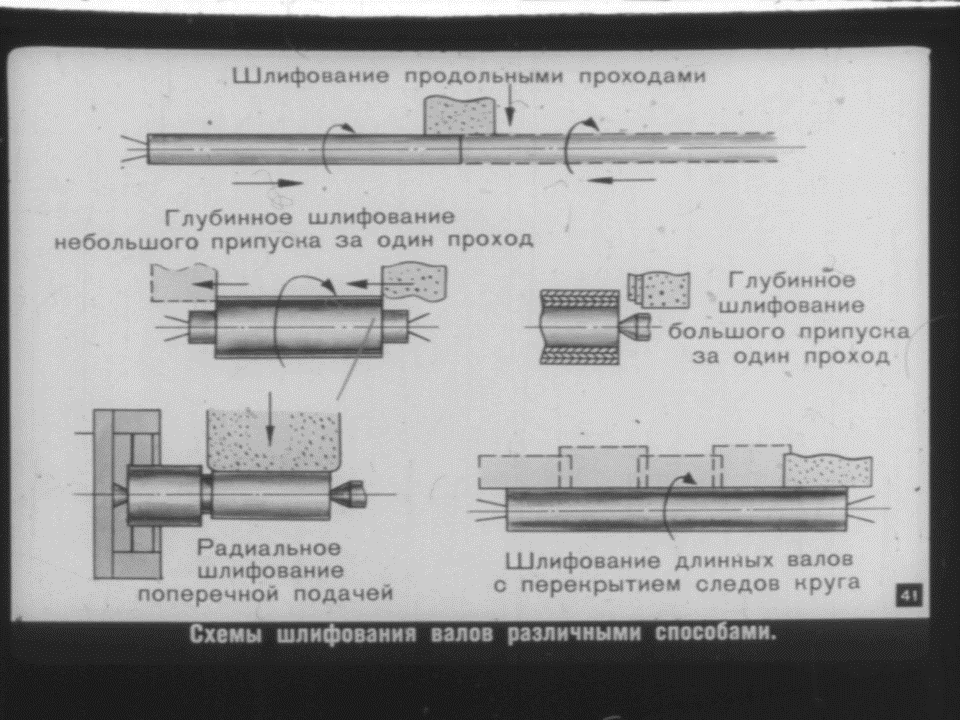
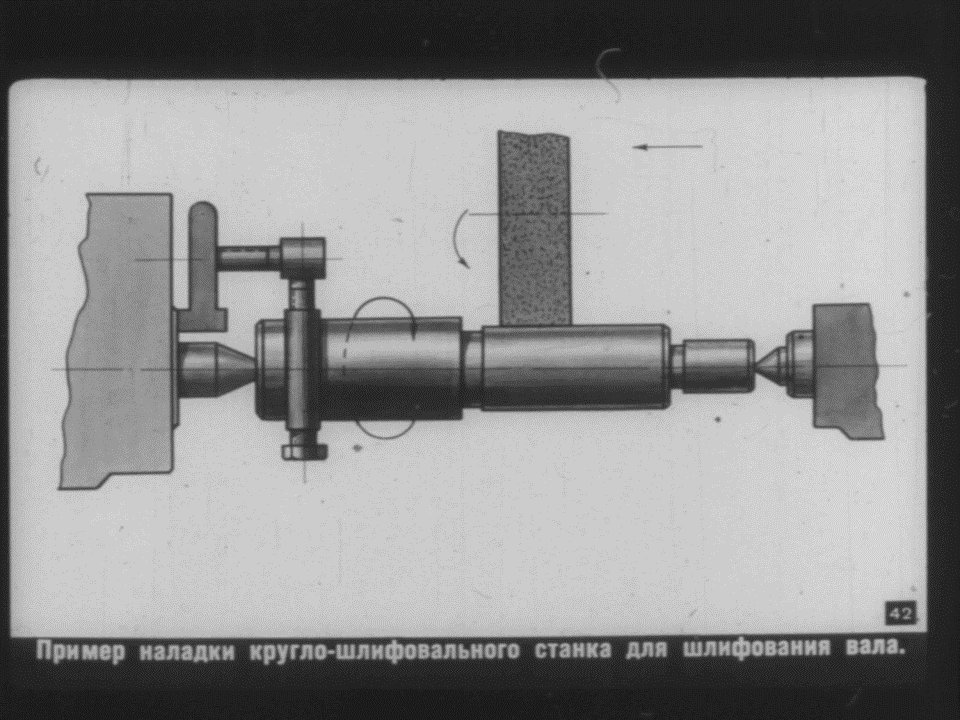
Отделочная окончательная обработка на шлифовальных станках необходимых поверх-ностей (обработка ведется на круглошлифовальном и торцешлифовальном станке)
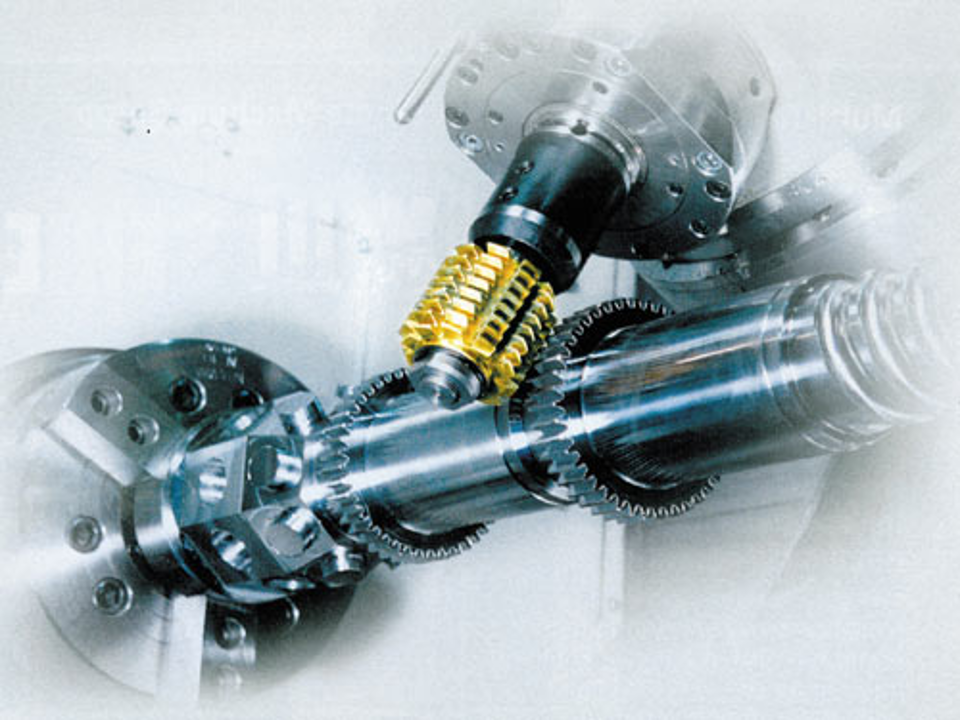
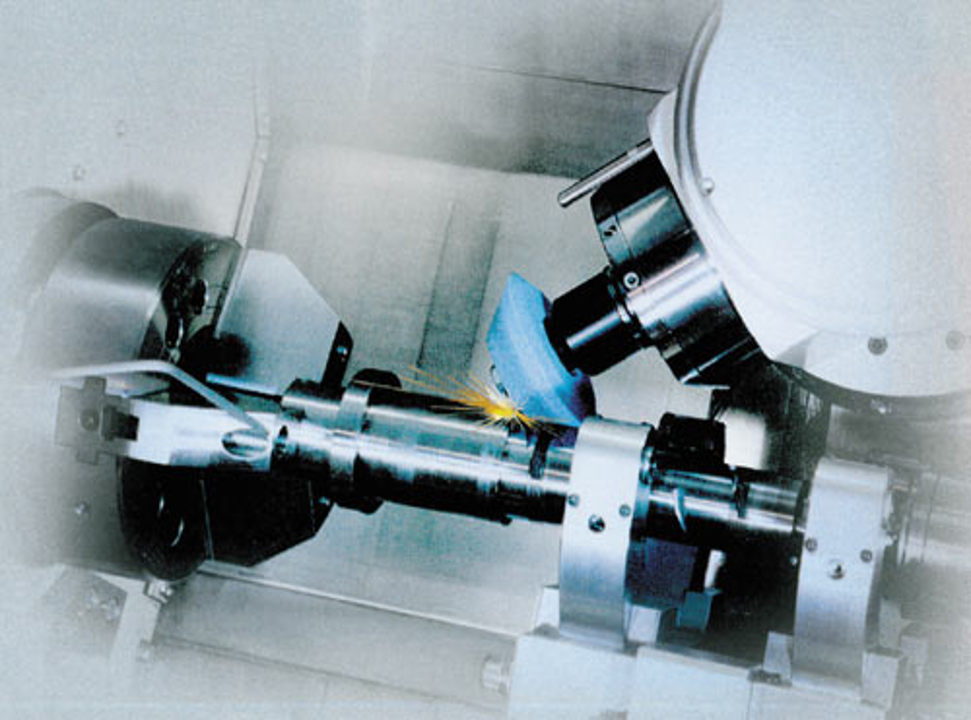
Изменения внесенные в базовый технологичес-кий процесс: 1)Замена всего универсального и специализирован-ного оборудования на один станок с ЧПУ серии Mazak Integrex 300-IV ST 2)Замена шлифовальной операции твердым точе-нием. 3)Замена термической обработки в виде закалки на ионноплазменное азотирование(По сравнению с закалкой обработка методом ИПА позволяет: • исключить деформации; • увеличить ресурс работы азотированной поверхности в 2-5 раз.)
Технологические возможности станка Mazak Integrex 300-IV ST
Спасибо за внимание!!!
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.