1. Общая часть
Внедрение разработки выполняется по отраслевой программе ресурсосбережения, начиная с 2004 г., тема 41 м, по всей сети дорог ОАО "РЖД".
Настоящая разработка выполнена в инициативном порядке, без централизованного финансирования и прохождения ее на этапах НИОКР за счет собственных средств.
Оборудование технологии абразивной обработки материалов КЛАС (далее технология КЛАС) предполагается использовать в локомотивных, мотор-вагонных и пассажирских вагонных депо, а также на ремонтных предприятиях департамента пути (ПЧМ, ПДМ).
Технология абразивной обработки материалов "КЛАС" предназначена для абразивной обработки различных материалов при ремонте и восстановлении различных узлов и деталей локомотивов, вагонов и мотор-вагонного электроподвижного состава.
Технология "КЛАС" позволяет быстро и эффективно выполнять следующие операции:
- сухая очистка средней части оси и шлифование шеек колесной пары;
- устранять дефекты в буксах;
- выводить остроконечный накат на гребне колесной пары и навары при текущем ремонте;
- производить зачистку и подготовку поверхностей для дефектоскопии;
- удалять старые клейма, зачистка сварочных швов и др.
1.6 Технология КЛАС основана на использовании круга абразивного сборного прямого профиля , который устанавливается на ручные пневматические шлифовальные машины радиального исполнения, а также предусматривает возможность применения специальных технических средств, расширяющих его технологические возможности.
Аналогов нет. Новизна защищена патентом РФ № 2032525, сертификат соответствия РОСС RU.АЮ 21 В 00531, ТУ 398500-001-27206244-01.
1.7Состав комплекта оборудования:
- пневматическая шлифовальная машина ИП-2014Б, оснащенная инструментом КЛАС-ПП 150 прямого профиля;
- дисковые ножницы для изготовления режущих элементов;
- устройство для изготовления инструмента технологии КЛАС;
- 2 комплекта фланцев и режущих элементов.
1.8 Технология КЛАС может быть реализован в любых производственных условиях, не требует больших капитальных затрат, дополнительных площадей и коммуникаций.
1.9 Оборудование технологии КЛАС внедрено в 2004 г. в объеме 19 комплектов в Вагонных депо всей сети дорог Департамента Вагонного хозяйства ОАО "РЖД".
2. Методика оценки экономической эффективности технологии КЛАС.
2.1 Как отмечалось выше, технология КЛАС позволяет выполнять широкий спектр технологических операций таких как: устранение остроконечного наката на гребне, наваров при текущем ремонта, удаление старых клейм, сухая очистка оси колесной пары, подготовка под дефектоскопию и др.
2.2 В настоящем ТЭО расчет экономической эффективности производится по следующим эффектообразующим фактором.
2.2.1 Снижение потерь от простоев вагонов при текущем техническом обслуживании транзитных поездов, вызванного устранением остроконечного наката и навара.
2.2.2 Сокращение затрат на приобретение абразивного инструмента.
2.3 Экономическая эффективность определялась в соответствии с действующими в системе МПС России (ОАО "РЖД") методическими рекомендациями . Согласно методике определяются чистый дисконтированный доход на расчетный год, срок окупаемости и среднегодовой дисконтированный эффект.
Чистый дисконтированный доход (ЧДД) определялся по формуле:
 (1)
(1)
Зt = Кt + Иt + nи , (2)
где 3t - годовые затраты, руб.;
Е - норма дисконта;
t, tн, ,tк - текущий, начальный и конечный год проекта;
Кt , Иt - капитальные и эксплуатационные издержки в t году, руб.;
nи - налог на имущество, 2,2 % от остаточной (ликвидационной) стоимости оборудования;
nп - налог на прибыль (24 %);
nп = 0,24 при ![]() >0;
>0;
nп = 0 при ![]() £ 0.
£ 0.
В расчете учитывались только статьи расходов, связанные с приобретением оборудования технологии КЛАС.
Расчетным (нулевым) годом проекта считается год, предшествующий началу внедрения.
Норма дисконта Е в соответствии с методическими рекомендациямя равняется стоимости капитала на рынке капитала, то есть проценту за кредит, который берется для освоения капиталовложений. Настоящий расчет производится в предположении стабильности в экономике, то есть отсутствия гиперинфляции. Год окупаемости определялся как первый год, при котором текущее значение ЧДД становится и в дальнейшем остается положительным. В соответствии с методическими рекомендациями для того чтобы проект считался экономически обоснованным и реализуемым достаточно чтобы ЧДД имело положительное значение.
2.4 Расчет выполнен для уровня цени экономических показателей, действующих на начало 2004 года.
3. Расчет экономической эффективности
Расчет экономической эффективности по п.2.2.1 - 2.2.2 выполнен для конкретных условий внедрения по исходным данным Вагонного депо Каменоломни СКЖД.
3.1. Потери от простоя железнодорожного транспорта. Применение оборудования технологии абразивной обработки материалов "КЛАС" позволяет изменить существующий технологический процесс устранения остроконечного наката, ползуна или навара.
По действующему техпроцессу (базовый вариант) указанные дефекты устраняются при текущем отцепочном ремонте. Используя инструмент технологии "КЛАС", в основе которого в качестве режущих элементов используется шлифовальная шкурка на тканевой основе, можно упомянутые операции выполнять без отцепки вагона непосредственно в составе поезда.
Инструмент технологии "КЛАС" безопасен в работе, устанавливается на пневматические шлифовальные машины ИП-2014Б и др. и может эксплуатироваться в очень ограниченном пространстве.
Для того, что бы устранить остроконечный накат, ползун или навар на колесной паре вагона, достаточно маневровым тепловозом произвести прокатку вагона в составе поезда примерно на 0,25 - 0,3 оборота колесной пары и за 3 - 4 прокатки устранить остроконечный накат и другие дефекты.
Капитальные затраты
- базовый вариант
По базовому варианту капитальные затраты отсутствуют.
- предлагаемый вариант
По предполагаемому варианту предусматривается приобретение комплекта технологической оснастки и оборудования. В соответствии с калькуляцией, капитальные затраты на приобретение КЛАС составят 218,65 тыс. руб.
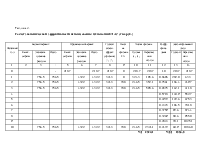
Эксплуатационные затраты и сокращение потерь от простоя на выполнение работ, связанных с устранением остроконечного наката, навара определяются по формуле
И t = No · To · Cn · Kc
Где: No - среднегодовое количество отцепов вагонов по остроконечному накату, навару, шт. Nо = 112
To - суммарное время, необходимое для выполнения одной операции удаления остроконечного наката, навара, час;
Cn - стоимость простоя одного грузового вагона в течении одного часа, 44,08 руб.;
Kc - среднее количество вагонов в сорставе поезда - 45 шт.
По данным вагонного депо Каменоломни СКЖД суммарное время на выполнение указанных операций, включающее время на выполнение маневров, отцепку и доставку вагона в тупик ремонта и время выполнения операции составляет 3 часа, а с применением технологии и оборудования КЛАС - 0,8 часа.
Подставляя значения в формулу (3) получаем:
-базовый вариант
И1 = 112 ·3 ·44,08 ·45 = 666 490 руб.
-предлагаемый вариант
И1 = 112 · 0,8 · 44,08 · 45 = 177 730 руб.
3.2. Затраты на инструмент
Внедрение технологии абразивной обработки материалов "КЛАС" предусматривает организацию собственного изготовления в условиях депо инструмента технологии "КЛАС". В комплект поставляемого оборудования и оснастки входят все необходимые для этого средства технологического оснащения.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.