6 Технология непрерывной разливки стали
6.1 Подготовка МНЛЗ к разливке стали
Полнота и точность выполнения операций по подготовке МНЛЗ очень важны так как от этого во многом зависит процесс разливки стали и качество отливаемых заготовок.
Подготовка промежуточного ковша (П/К). Первой операцией по подготовке МНЛЗ к разливке очередной серии плавок является замена отработанного П/К на ковш с новой футеровкой.
Рекомендуемый уровень остатка металла в П/К после разливки серии плавок около 250 мм. При необходимости, прожигается канал одного из дозаторов П/К, и остатки металла сливаются в аварийную емкость. В случае, когда уровень оставшегося металла в П/К более рекомендуемого, перед транспортировкой ковша металл охлаждается до образования на поверхности плотной корки.
П/К снимается с разливочной тележки и передается на участок подготовки ковшей после чего отсечные желоба очищаются от скрапа, производится их ремонт и сушка, а также очистка аварийных емкостей от остатков металла.
Подготовленный П/К с новой футеровкой устанавливается на разливочную тележку и центрируется относительно имитаторов кристаллизаторов.
Выходные отверстия дозаторов П/К затыкаются снизу специальными пробками, а внутренняя полость дозирующего узла на 1/3 высоты заполняется прокаленной хромитовой засыпкой.
Ковш накрывается огнеупорной крышкой и устанавливается режим разогрева футеровки.
Подготовка кристаллизаторов. После уборки отработанного П/К плитные настилы и крышки кристаллизаторов очищаются от скрапин, шлака и мусора.
Внутренние полости гильз кристаллизаторов обдуваются сжатым воздухом до отсутствия на них твердых частиц (огнеупорной массы, окалины).
Рабочие стенки гильз кристаллизатора, с помощью шомпола, смачиваются специальной очищающей жидкостью и тщательно протираются ветошью.
Производится оценка состояния гильз кристаллизаторов.
При необходимости, дефекты поверхности гильз и нагар от смазки в районе мениска зачищаются мелкой наждачной бумагой (вручную или с помощью пневматической шлифовальной машинки).
Перед установкой нового кристаллизатора поверхность стола качания тщательно обдувается воздухом, проверяется отсутствие засорений стаканов подвода-отвода воды и каналов для подачи рапсового масла в кристаллизаторы.
Проверка настройки механизма качания кристаллизаторов. Проверяется работа механизма качания кристаллизатора - частота качания и плавность хода стола механизма.
Проверка работы механизма качания производится после замены кристаллизаторов, в планово-предупредительные ремонты (ППР) и в период профилактики МНЛЗ.
Проверка выставки кристаллизаторов по технологической оси МНЛЗ выполняется с помощью специальных шаблонов во время ППР.
Подготовка элементов ЗВО. Проверяется работа элементов зоны вторичного охлаждения:
— выполняется очистка засоренных и замена вышедших из строя форсунок;
— при необходимости, производится очистка или замена коллекторов;
— проверяется выставка секций ЗВО относительно технологической оси МНЛЗ.
Подготовка ручьев МНЛЗ к разливке. Выполняется проверка состояния головок затравок и их головных звеньев.
Затравки на рабочей скорости (до 5 м/мин.), подводятся к кристаллизатору на расстояние около 800 мм от нижнего торца гильзы.
На головки затравок надеваются защитные пластмассовые колпаки.
В головки затравок вставляются «замораживаемые» элементы.
Сверху, в полость кристаллизатора может вводиться шланг-про-водник, который одевается на «замораживаемые» элементы.
Головки затравок центруются по сечению гильз кристаллизаторов и на пониженной скорости (0,5 м/мин) заводятся в кристаллизаторы до уровня около 150 мм от нижнего торца гильз.
Утыкание затравки в нижний фланец кристаллизатора не допускается.
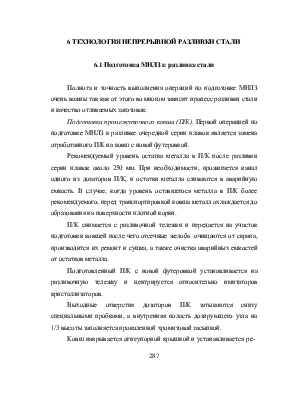
Установка холодильных элементов на головку затравки. На головку затравки, с помощью мерной емкости, засыпаются сухие древесные опилки. Опилки трамбуются, при этом толщина протрамбованного слоя опилок должна составлять 20-30 мм.
На слой опилок, с помощью мерной емкости, засыпается просушенная окалина, которая разравнивается по сечению гильзы и уплотняется трамбовкой. Толщина слоя окалины должна составлять 5-7 мм.
В полость кристаллизатора устанавливается пирамидка-холо-дильник, при этом основание пирамидки не должно касаться стенок гильзы, а «замораживаемый» элемент должен находиться в центре холодильника.
Схема укладки холодильных элементов на головку затравки представлена на рисунке 6.1.
Рисунок 6.1 — Схема укладки холодильных элементов на головке
затравки в кристаллизаторе
Проверка готовности рабочих мест. Разливщики проверяют наличие на рабочих местах вспомогательного инструмента и приспособлений ("заморозок" для закрытия каналов дозаторов промковша, кислородных трубок, проволоки для уборки шлака), подготавливают засыпку для утепления зеркала металла в промковше, пробоотборники, термопары для замера температуры металла в промковше, открывают защитные окна радиационных датчиков СКУ.
Параллельно с выполнением данных операций операторами производится окончательная оценка готовности узлов и механизмов МНЛЗ к разливке.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.