б. Произвести сварку полотнищ между собой шов 1, недоваривая участки по 2.5 м от края. Сварку выполнять не менее чем в два слоя, обратноступенчатым способом с длиной ступени 200-250 мм с общим направлением сварки от середины к краям. Сварку ведут одновременно в 2 слоя: первый слой выполняет первый сварщик, второй слой (на горячий первый) - другой с опережением первого сварщика второго не более 2 м.
в. В соответствии с рекомендациями п. 4.2. производится сварка 2-го и 3-го швов центральной части днища.
г. Сварку производить ручной дуговой сваркой электродами типа Э-42А по ГОСТ 9467-75 или полуавтоматической в углекислом газе.
3.6 Монтаж стенки резервуара
3.6.1 Монтаж первого пояса стенки резервуара а. Монтаж первого пояса стенки резервуара начинается после полной сборки окраек и днища резервуара.
б. Перед началом монтажа I пояса стенки должны быть завершены следующие работы:
- произведена сварка окраек на длину 200 мм под местами установки листов стенки;
- удалено усиление швов на стыках окраек на длине 50 мм в местах опирания листов I пояса;
- произведен рентгенографический или ультрозвуковой контроль на полной длине заваренного шва окраек (200 мм);
в. Перед установкой листы должны быть проконтролированы на соответствие их формы и разделки кромок проектным. Кромки листов стенки должны быть тщательно зачищены.
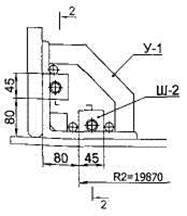
г. В соответствии с разметкой на боковых и нижних кромках листов наварить шайбы Ш-2 под установку монтажных приспособлений.
|

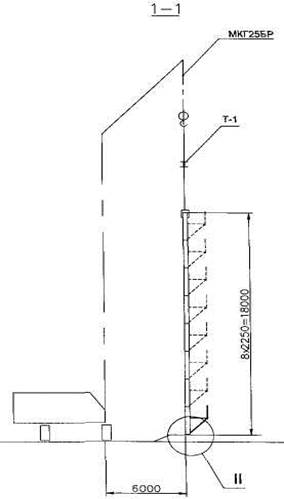
д. Все сборочные и сварочные операции производятся с лестниц Л-1 (Н = 3.2 м). Сборка первого пояса осуществляется от первой оси в обоих направлениях с использованием крана МКГ-25БР. Монтаж производиться с помощью траверсы Т-1.
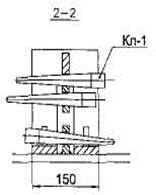
е. Для удержания листов от опрокидывания и предотвращения подъема окраек при сварке уторного шва под углом 45° устанавливаются швеллера Ш-1 ж. Сборка вертикальных стыков стенки осуществляется с использованием сборочной скобы С-1. Скобы надеваются на предварительно наваренные шайбы Ш-2 на боковых кромках листов. Устранение депланации кромок и регулировка зазора осуществляется клиньями при установке скобы С-1. В процессе сборки вертикальных стыков требуется обеспечить между листами зазор 2 мм.
з. Установить лист стенки и по положению шайб Ш-2 на монтажной кромке по радиусу R3 = 19870 мм наварить шайбы Ш-2 на окрайках. Затем установить угловые приспособления У-1. При угловатости верхних кромок листов стенки используется скоба С-2.
После сборки первого пояса производится контроль качества сборки. Контролируемые параметры:
- отклонение внутреннего диаметра на уровне 300мм от днища (измерение в четырех замерах под углом 45°) ± 50 мм;
- отклонение от вертикальности 21 мм;
- депланация кромок 10 % от толщины металла, но не более 3.0 мм;
- зазоры в стыках (в соответствии с КМ).
Сварка вертикальных стыков пояса и уторного шва осуществляется в соответствии со сварочными процедурами.
После сварки все сварные швы подлежат контролю в соответствии с планом контроля качества.
В случае деформации вертикальных стыков, появления угловатости, последняя устраняется при помощи приспособления С-2 и клиньев.
3.6.2 Монтаж второго и последующих поясов стенки резервуара
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.