Таблица 3.7. Ведомость основного сварочного оборудования
|
№№ п.п. |
Наименование |
Назначение |
Кол-во |
Примечание |
|
1 |
Полуавтомат сварочный в комплекте с соединительными и сварочными кабелями и источником питания |
Полуавтоматическая сварка в среде углекислого газа |
16 компл. |
Для варианта I |
|
2 |
Источники питания* для ручной дуговой сварки |
Ручная дуговая сварка и прихватка ответственных металлоконструкций и ремонт сварных швов |
5 компл. |
Для варианта II |
|
3 |
Выпрямители многопостовые (6 постов) типа ВДМ-1000 в комплекте с балластными реостатами |
Ручная дуговая сварка и прихватка |
2 компл. |
Для варианта II |
Таблица 3.8. Ведомость сварочных материалов на резервуар
|
№№ п.п. |
Наименование |
Назначение |
Кол-во, кг |
Примечание |
|
I Вариант (полуавтоматическая сварка в СО2) |
||||
|
1 |
Проволока сварочная сплошного сечения или порошковая, d = 1.2 мм, Св 08Г2С по ГОСТ 2246 |
Сварка элементов стенки днища и крыши за исключением потолочных швов |
3200 |
|
|
2 |
Электроды сварочные УОНИ-13/55Р Æ 3-4 мм |
Сварка потолочных швов каркаса крыши, прихватки, сварка лестниц, площадок, ограждений |
1000 |
|
|
3 |
Проволока сварочная d = 1.2 мм |
1200 |
||
|
4 |
СО2 |
4200 |
||
|
II Вариант (ручная дуговая сварка) |
||||
|
1 |
Электроды сварочные: - типа Э50А (УОНИ 13/55) Æ 3 и 4 мм |
Сварка элементов окраек днища, стенки, опорного кольца каркаса крыши |
3500 |
|
3.5. Монтаж днища резервуара
|
|
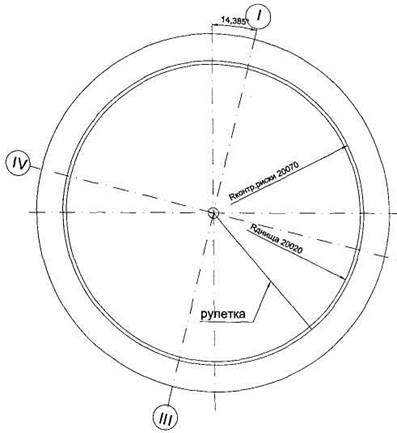
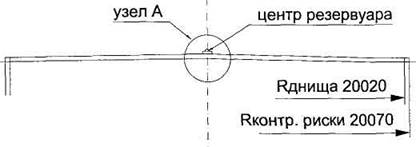
Рисунок 3.4. Разметка днища резервуара
Порядок работ.
Разметку основания днища производят после приёмки основания-фундамента следующим образом:
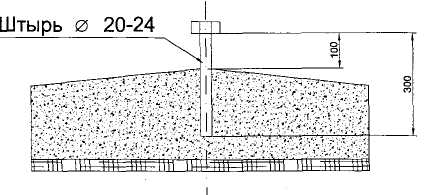
С помощью штыря вбитого в основание в центре резервуара, (см. рис. 3.4) рулеткой нанести на основание резервуара две кольцевые риски:
Rконтр - контрольная риска для монтажа окраек (Rконтр = Rокр + 50 мм);
Rокр - риска передних кромок окраек.
Подготовительные работы.
Сборку окраек днища можно начинать после приемки основания-фундамента и разметки на основании кольцевых рисок: внешней кромки окраек и контрольной риски положения окраек. На монтажной площадке, до начала монтажа проводят следующие работы: а. На обеих торцевых кромках каждой окрайки приваривают по две сборочные шайбы. б. На одной торцевой кромке каждой окрайки приваривают подкладку под стык.
|
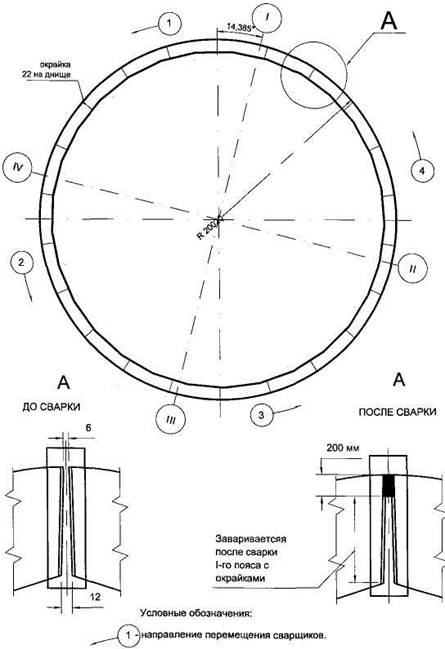
Рисунок 3.5. Монтаж и сварка кольца из окрайков
Порядок работ а. Разложить окрайки по риске Rокр 20020mm и собрать их встык на остающейся подкладке с клиновидным зазором, расширяющимся по направлению к центру резервуара, для предотвращения закрытия зазора от усадки при сварке 1-го пояса с окрайками днища. Раскладку контролировать по риске Rконтр 20070 mm. Особое внимание уделить точности укладки 1-й окрайки - ее привязке к оси резервуара.
б. Выверить привязку стыков окраек по осям резервуара, проверить общую горизонтальность, устранить изломы (домики) в стыках, обеспечить проектные зазоры в стыках и плотность прилегания остающихся подкладок к окрайкам.
в. Заварить стыки между окрайками на длине 200 мм. Сварку ведут 2-4 пары сварщиков,равномерно расположенных противоположно по окружности и перемещающихся по мере сварки стыков в одном направлении.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.