Для раціонального витрачення матеріалу необхідно підвищувати коефіцієнт його використання, котрий у серійному виробництві машинобудування коливається в таких межах при виготовлені деталей з:
відливків -![]() ;
;
штамповок -![]() ;
;
поковок -![]() ;
;
прокату -![]() .
.
- визначити вартість заготівки за двома варіантами;
- визначити річну економію матеріалу від вибраного способу отримання заготівки з урахуванням технологічних втрат;
- визначити економічний ефект вибраного виду виготовлення заготівки, у грошовому виразі.
Докладно техніко-економічне обґрунтування (ТЕО) вибору заготівки розглянемо на конкретному прикладі.
Приклад ТЕО:
Провести техніко-економічне обґрунтування отримання заготівки шляхом порівняння двох варіантів виготовлення: способом гарячого об’ємного штампування та з прокату.
Річний об’єм випуску деталі - 9000 шт.
Матеріал деталі - сталь 45 ГОСТ 1050-88.
Маса деталі - 10,2 кг.
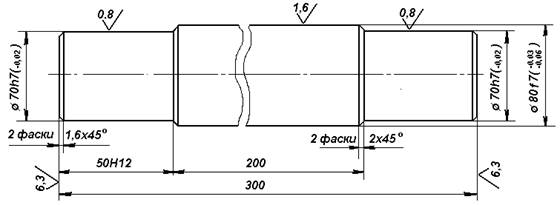
Рисунок 5.1 – Креслення деталі
![]()
Невказана шорсткість поверхонь ![]() .
.
За річним об’ємом випуску виробів та масою деталі встановлюємо згідно таблиці 5.1 тип виробництва - середньосерійний.
Двома можливими варіантами отримання заготівки є:
- прокат;
- гаряче об’ємне штампування.
Виконуємо ескіз заготовки, користуючись конфігурацією деталі за кресленням.
Для прокату:
Діаметр заготівки з прокату визначаємо за таблицею 23, [20], с. 182.
Виходячи з максимального діаметру оброблюваної деталі
![]() та довжини деталі
та довжини деталі ![]() мм визначаємо, що діаметр нашої
заготівки при її довжині до 320мм буде дорівнювати 85мм.
мм визначаємо, що діаметр нашої
заготівки при її довжині до 320мм буде дорівнювати 85мм.
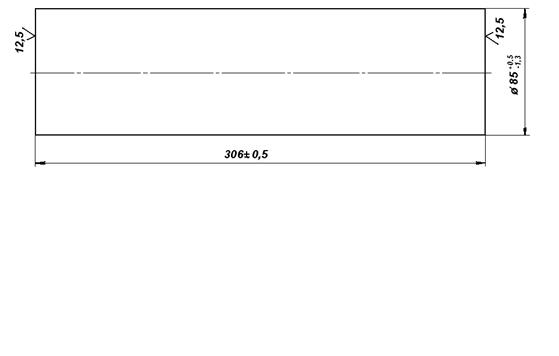
Рисунок 5.2 – Ескіз заготівки із прокату
Приймаємо гарячекатаний прокат звичайної точності ![]() мм.
мм.
Поле допуску на ![]() мм
визначаємо за таблицею 62 [23], с.169.
мм
визначаємо за таблицею 62 [23], с.169.
Для гарячекатаного прокату звичайної точності граничні
відхилення рівні ![]() .
.
Довжина заготівки буде складатися з довжини деталі за кресленням з добавленням припусків на підрізання торців
![]() ,
(5.10)
,
(5.10)
де ![]() - номінальна довжина деталі за
робочим кресленням, мм;
- номінальна довжина деталі за
робочим кресленням, мм;
![]() - припуск на
кожну сторону заготівки для підрізування торця після відрізування, мм, визначаємо за таблицею
24 [20],с.183.
- припуск на
кожну сторону заготівки для підрізування торця після відрізування, мм, визначаємо за таблицею
24 [20],с.183.
![]() мм.
мм.
Граничні відхилення на довжину заготівки за таблицею 3
[23],
с.171, котрі
для різання заготівки діаметром 75-150мм дисковими пилками складають ![]() мм.
мм.
Тоді
![]() мм.
мм.
Об’єм заготівки визначають за формулою:
 ,
(5.11)
,
(5.11)
де ![]() - довжина стрижня (заготівки),
см;
- довжина стрижня (заготівки),
см;
![]() - діаметр
заготівки (прокат), см.
- діаметр
заготівки (прокат), см.
 см 3.
см 3.
Масу заготівки визначаємо за формулою:
![]() ,
(5.12)
,
(5.12)
де ![]() - густина матеріалу, кг/см
3.
- густина матеріалу, кг/см
3.
![]() кг.
кг.
Неминучі технологічні загальні втрати (некратність довжини прокату, втрати матеріалу на затискач при відрізуванні, втрати матеріалу на довжину торцевого обрізку прокату та інші) матеріалу при виготовленні деталей з прокату в середньому складають 15% згідно [14],с. 38.
Приймаємо втрати 15%.
Тоді витрата матеріалу на одну деталь з урахуванням
всіх технологічних неминучих втрат ![]() визначається
за формулою 3.17 [14], с. 38:
визначається
за формулою 3.17 [14], с. 38:
 , (5.13)
, (5.13)
де ![]() - загальні витрати вибраного
прокату, %.
- загальні витрати вибраного
прокату, %.
 кг.
кг.
Коефіцієнт використання матеріалу:
 .
.
Для штампування:
Заготівка, виготовлена методом гарячого об’ємного штампування на горизонтально-кувальній машині (ГКМ).
Перед визначенням припусків та розмірів заготівки необхідно уявити собі ії вид і визначитися, яку конфігурацію буде мати заготівка. Потім накреслити ескіз майбутньої заготівки з проставлянням розмірних ліній тих розмірів, котрі будуть у заготовці.
Для нашого випадку конфігурація буде мати вигляд :
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.