- у графу «Елементи припусків» заносять величину мікро нерівностей Rz і глибину дефектного поверхневого шару Т на заготівку і на всі операції в технологічній послідовності в залежності від методу обробки, а величину погрішностей установки заготівки на виконуваній операції визначають за таблицею або роблять розрахунок по формулах;
- сумарне значення відхилень ![]() розраховують аналітичним методом,
значення розрахунку заносять у графу таблиці;
розраховують аналітичним методом,
значення розрахунку заносять у графу таблиці;
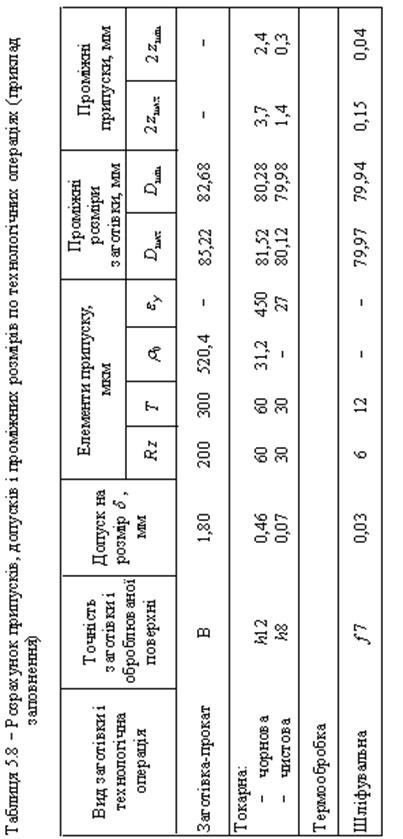
Інші значення проміжних припусків і розмірів заносять у таблицю після розрахунків.
Графи проміжних розмірів ![]() і
і
![]() визначають і заповнюють від
остаточних проміжних розмірів до розмірів заготівки.
визначають і заповнюють від
остаточних проміжних розмірів до розмірів заготівки.
5.5.1.1 Розрахунок припусків при виготовлені деталей з прокату
Гладкі, східчасті вали й інші аналогічні деталі виготовляють із прокату підвищеної або звичайної точності. Методи обробки заготівок ведуть відповідно до ступеня точності прийнятого прокату. Для східчастих валів розрахунок припусків і граничних розмірів ведуть за ступенями з найбільшим діаметром, а при їхній рівності по ступені, до якого пред’являють високі технічні вимоги по точності, якості поверхні, відхиленню розташування.
Сумарні відхилення розташування прокату визначаються за формулою
![]() , (5.32)
, (5.32)
де ![]() - величина відхилення розташування (місцева або загальна), мкм;
- величина відхилення розташування (місцева або загальна), мкм;
![]() - величина відхилення розташування заготівки при центруванні, мкм.
- величина відхилення розташування заготівки при центруванні, мкм.
Величину відхилення розташування (місцеву) прокату ![]() визначають:
визначають:
- при консольному кріпленні ![]() ; (5.33)
; (5.33)
- при установці в центрах ![]() , (5.34)
, (5.34)
де ![]() - величина питомого відхилення розташування, мкм/мм;
- величина питомого відхилення розташування, мкм/мм;
![]() - відстань від перетину, для якого визначають величину відхилення розташування до місця кріплення
заготівки, мм.
- відстань від перетину, для якого визначають величину відхилення розташування до місця кріплення
заготівки, мм.
При консольній обробці заготівки ![]() , а при обробці в центрах
, а при обробці в центрах ![]() (L - загальна довжина заготівки, мм).
(L - загальна довжина заготівки, мм).
Величина відхилення розташування заготівки при зацентруванні
![]() , (5.35)
, (5.35)
де ![]() - допуск на діаметр базової поверхні заготівки,
використаний при центруванні, мм.
- допуск на діаметр базової поверхні заготівки,
використаний при центруванні, мм.
Величина залишкового сумарного відхилення розташування заготівлі після виконання переходу (операції)
![]() , (5.36)
, (5.36)
де ![]() - коефіцієнт уточнення (табл. 5.9);
- коефіцієнт уточнення (табл. 5.9);
![]() - сумарні відхилення розташування заготівки, мкм.
- сумарні відхилення розташування заготівки, мкм.
При обробці отворів плаваючим інструментом сумарні відхилення розташування ним не виправляються, тому в подальших розрахунках він не бере участь.
Погрішність установки на заготівку
![]() , (5.37)
, (5.37)
де ![]() - погрішність базування, мкм;
- погрішність базування, мкм;
![]() - погрішність кріплення заготівки, мкм.
- погрішність кріплення заготівки, мкм.
При сполученні технологічної й вимірювальної баз
погрішність базування ![]() , тому необхідно
прагнути (коли це можливо) бази сполучати.
, тому необхідно
прагнути (коли це можливо) бази сполучати.
Таблиця 5.9 – Значення коефіцієнта уточнення ![]()
|
Вид заготівки |
Технологічний перехід |
|
|
Калібрований прокат |
Після обточування: - одноразового - дворазового Після шліфування: - обдирного - чистового |
0,06 0,02 0,06 0,04 |
|
Гарячекатаний прокат, штамповка, відливка |
Після обточування: - чорнового і одноразового - напівчистового - чистового |
0,06 0,05 0,04 |
При базуванні в центрах погрішність установки в радіальному напрямку
![]() , (5.38)
, (5.38)
де ![]() - допуск на діаметральний розмір заготівки, мм.
- допуск на діаметральний розмір заготівки, мм.
Деформацію заготівок при затискній силі, спрямованій перпендикулярно оброблюваної поверхні, для чорнових заготівок приймають 100-150 мкм, після чорнової обробки 50-65 мкм, після чистової обробки 10-15 мкм.
При закріпленні заготівок у пристосуваннях лещатного типу погрішність закріплення
![]() , (5.39)
, (5.39)
де ![]() - коефіцієнт, що залежить від характеристики поверхонь,
що сприймають силу затиску; для поверхонь до обробки
- коефіцієнт, що залежить від характеристики поверхонь,
що сприймають силу затиску; для поверхонь до обробки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.