Эффективная удельная электропроводность электролита в МЭЗ ![]() определяется по
формуле
определяется по
формуле
![]() , где
, где ![]() — удельная электропроводность
электролита, подводимого к МЭП;
— удельная электропроводность
электролита, подводимого к МЭП; ![]() —
температура электролита по длине МЭП;
—
температура электролита по длине МЭП; ![]() — температура
электролита, подводимого к МЭП;
— температура
электролита, подводимого к МЭП; ![]() — газосодержание
электролита; k= 1,5; значение
— газосодержание
электролита; k= 1,5; значение ![]() см. в п. 1.2.
см. в п. 1.2.
Температура электролита на участках МЭП:
где k=0,24 кал/Дж; ![]() — удельная
теплоемкость электролита;
— удельная
теплоемкость электролита; ![]() —
плотность электролита.
—
плотность электролита.
Газосодержание электролита по длине МЭП определяется по формуле
 .
.
Объемный
электрохимический эквивалент водорода ![]() рассчитывается по формуле
рассчитывается по формуле
 .
.
В связи с определенными допущениями параметры ![]() и
и ![]() всегда имеют
отклонения от своих истинных значений. Поэтому реальные параметры ЭХО и рассчитываемые по приведенным формулам отличаются на 10 — 20
%, и требуется их корректировка при отладке технологического процесса.
всегда имеют
отклонения от своих истинных значений. Поэтому реальные параметры ЭХО и рассчитываемые по приведенным формулам отличаются на 10 — 20
%, и требуется их корректировка при отладке технологического процесса.
С
неподвижными ЭИ ЭХО выполняют при стабилизированном значении
напряжения на электродах или тока, проходящего через МЭП. В первом случае по
мере съема металла заготовки (т. е. при увеличении значения МЭЗ) скорость
электрохимического растворения снижается, а во втором — остается
постоянной (![]() ).
).
При ЭХО неподвижными ЭИ и стабилизированном напряжении значение
МЭЗ в конце обработки ![]() (рис.
1,а) определяют по формуле
(рис.
1,а) определяют по формуле
![]() , где
, где ![]() - значение МЭЗ в
начале обработки.
- значение МЭЗ в
начале обработки.
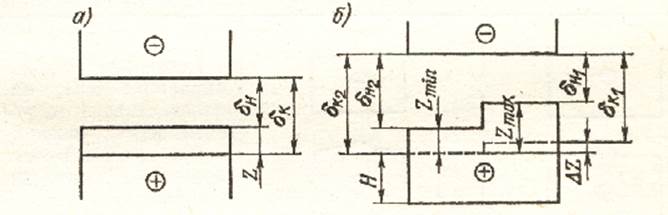
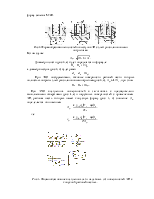
Рис. 1 Определение параметров ЭХО неподвижными ЭИ.
Величина удаляемого
припуска Zза время ![]() составит
составит
![]() .
.
Продолжительность удаления этого припуска определяется по формуле
 .
.
Плотность технологического тока в конце обработки можно определить из соотношения
 .
.
Линейную
скорость электрохимического растворения в
момент ![]() определяют по
уравнению
определяют по
уравнению
 .
.
При ЭХО неподвижными ЭИ и стабилизированном токе значение МЭЗ определяется из выражения
![]() .
.
При
стабилизации тока в процессе ЭХО за счет повышения
напряжения на электродах ![]() скорость
электрохимического растворения
скорость
электрохимического растворения ![]() может
быть определена по формуле
может
быть определена по формуле
 , где
, где ![]() — соответствует
напряжению в начале обработки.
— соответствует
напряжению в начале обработки.
Тогда продолжительность ЭХО будет равна
 .
.
Электрохимическую обработку с неподвижными ЭИ чаще применяют при
необходимости выравнивания неравномерности припуска Z на обрабатываемых
поверхностях. При этом расчет основных технологических параметров процесса производят только
для участков с минимальным и максимальным
значением Z(![]() и
и
![]() ). Все
неравномерности припуска в предел ах этих значений в меньшей степени
влияют на погрешности обработки.
). Все
неравномерности припуска в предел ах этих значений в меньшей степени
влияют на погрешности обработки.
Погрешность ![]() (рис.
1, б) при ЭХО со стабилизированным напряжением определяется как
разность
(рис.
1, б) при ЭХО со стабилизированным напряжением определяется как
разность ![]() ; при этом
значение
; при этом
значение ![]() можно вычислить,
если ввести в формулу (1,7) вместо
можно вычислить,
если ввести в формулу (1,7) вместо ![]() значение
значение
![]() . Величину
. Величину ![]() , можно
определить аналогично, вводя вместо
, можно
определить аналогично, вводя вместо ![]() значение
значение ![]() .
.
Продолжительность ЭХО до получения заданного размера Н па
участках ![]() или
или ![]() определяется
при подстановке их значений в формулу (1.9),
определяется
при подстановке их значений в формулу (1.9),
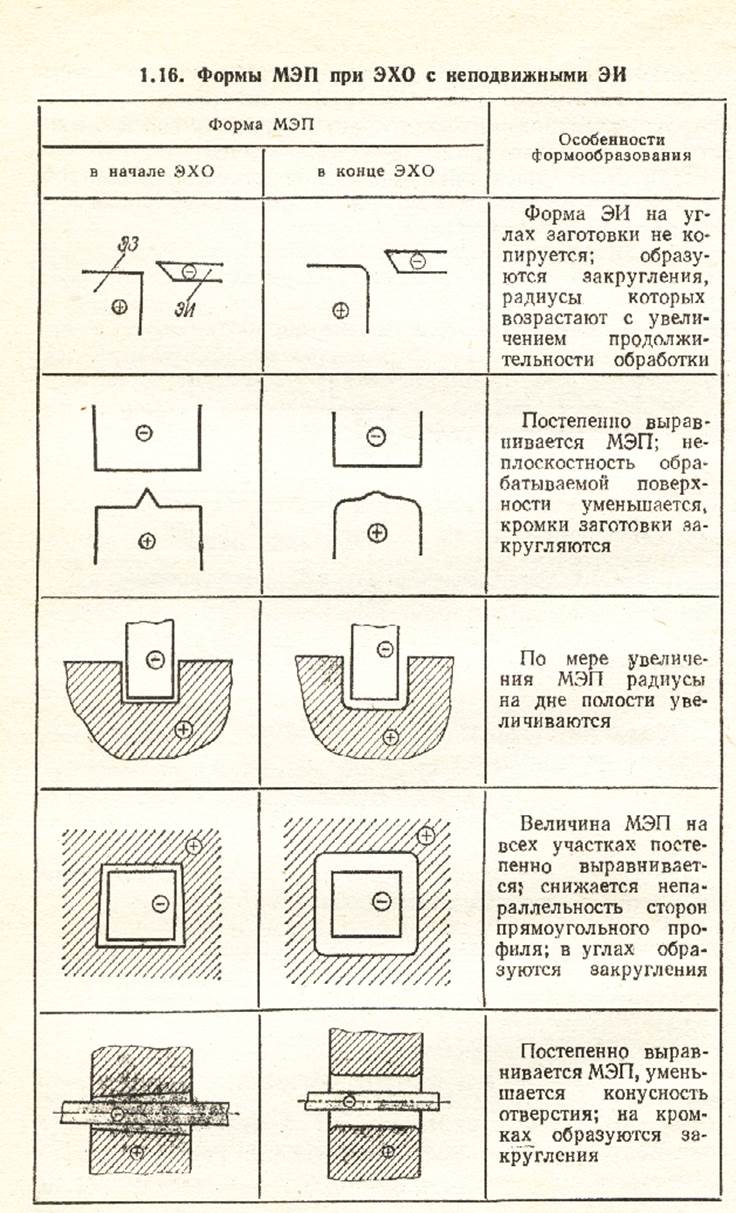
При ЭХО неподвижными ЭИ по мере увеличения значения МЭЗ снижается локализирующий
способность электрохимического растворения. В результате интенсивность выравнивания неравномерного припуска заготовки
уменьшается и на углах
обрабатываемых поверхностей образуются закругления с радиусами, соизмеримыми
по величине со значением снятого за
время ![]() припуска.
припуска.
Наиболее характерные для ЭХО с неподвижными ЭИ формы МЭП приведены в табл. 1.16.
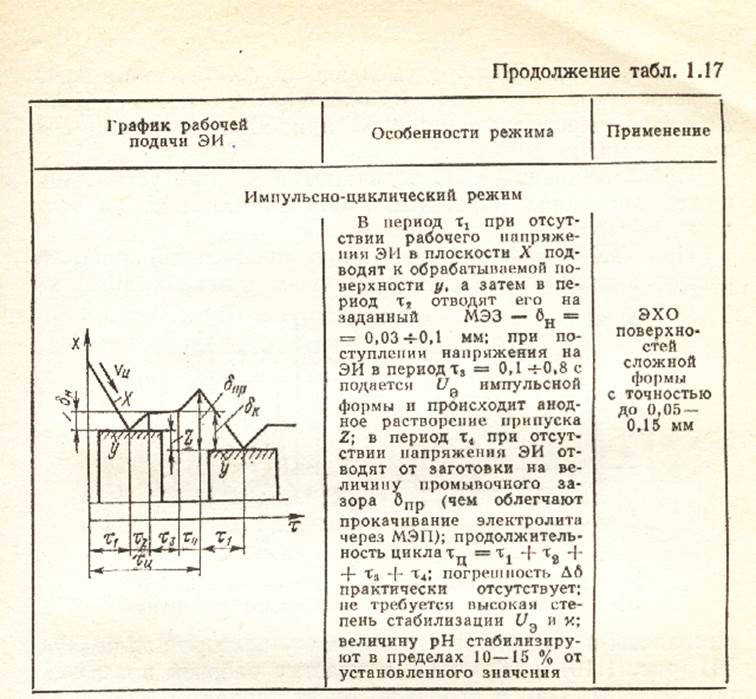
Подвижными ЭЙ {в зависимости от требований к точности и производительности) ЭХО выполняют в непрерывном, циклическом или импульсно-циклнческом режимах. Особенности в область применения этих режимов приводятся в табл. 1.17.
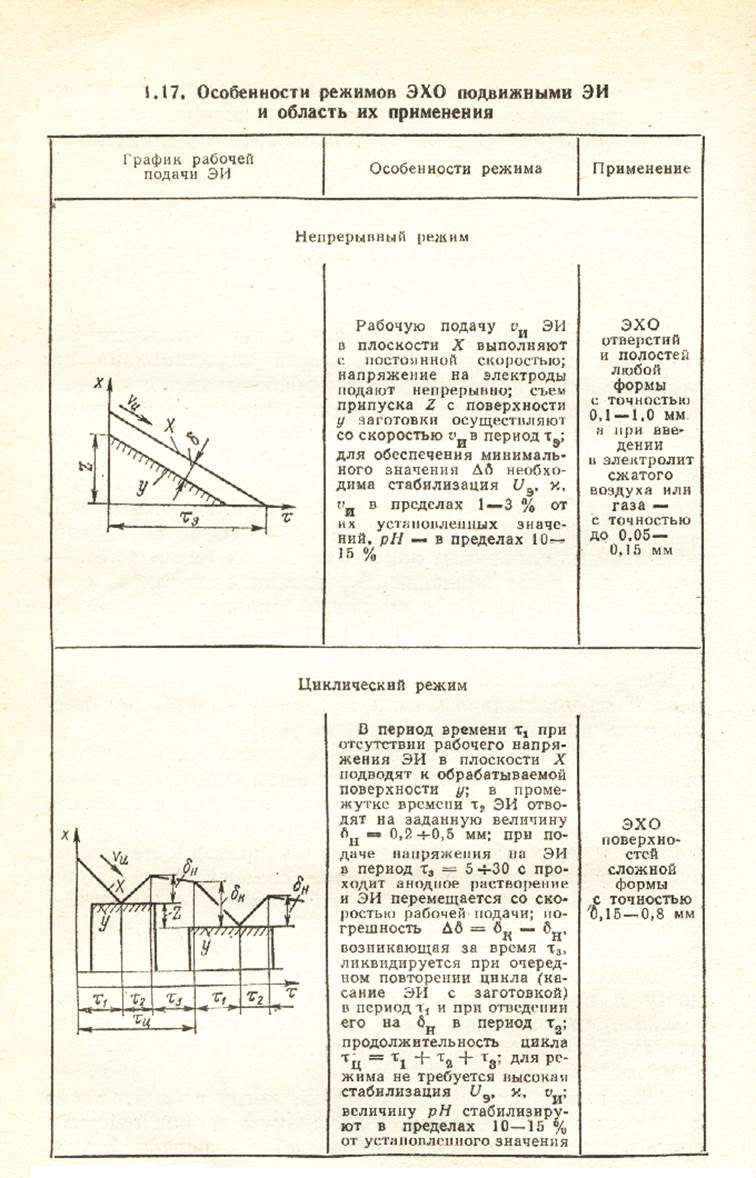
При непрерывном режиме ЭХО, когда рабочий торец ЭИ имеет
плоскую форму, в начальный период процесса соотношения между
скоростями рабочей подачи ЭЙ ![]() и линейными
скоростями электрохимического растворения
и линейными
скоростями электрохимического растворения ![]() могут
быть следующими:
могут
быть следующими: ![]() и
и ![]() .
.
|
|
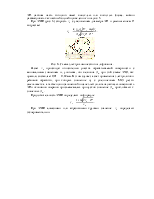
Рис. 2 К расчету параметров ЭХО подвижными ЭИ.
При ![]() значение МЭЗ в
процессе обработки уменьшается и соответственно
значение МЭЗ в
процессе обработки уменьшается и соответственно ![]() возрастает до
возрастает до ![]() ; в этом случае
МЭЗ приобретает установившееся значение. При
; в этом случае
МЭЗ приобретает установившееся значение. При ![]() величина МЭЗ в
начале ЭХО возрастает, скорость
величина МЭЗ в
начале ЭХО возрастает, скорость ![]() снижается
до
снижается
до ![]() ; далее обработка
производится при установившемся МЭЗ. При
; далее обработка
производится при установившемся МЭЗ. При ![]() МЭЗ с начального
момента ЭХО приобретает установившееся значение
МЭЗ с начального
момента ЭХО приобретает установившееся значение
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.