2.8 Основные положения на сборку и сварку
Правила сборки.
Ширина зачистки кромок и мест установки деталей.
Непосредственно перед сборкой под сварку кромки деталей и прилегающие к ним участки шириной 20-30мм должны зачищаться от ржавчины, окалины, краски, масла и других загрязнении, а при необходимости просушиваться от влаги. Зачистка производиться пневматическими шлифовальными машинками, снабженными стальной проволочной щеткой или абразивным кругом. В местах, где машинку применить не возможно зачистку производят ручными проволочными щетками. Масло и краску удаляют ветошью, смоченной в уайт-спирте или другом растворителе, с последующей протиркой этих мест чистой ветошью. Детали, поступающие на сборку должны иметь маркировку. Кромки и поверхность должны быть зачищены в соответствии с требованиями ГОСТ. Зачистка деталей под сварку производится перед сборкой до чистого металла. Качество зачистки и качество сварки проверяется ОТК. Начинать сварку конструкции не принятой ОТК категорически запрещается. Зазоры под сварку должны соответствовать ГОСТ. Размеры прихваток должны соответствовать требованиям таблицы. Приварка выводных пластин и постановка прихваток должна производится теми же сварочными материалами, что и сварка конструкции.
Удаление выводных пластин производится следующим образом: срезать места крепления на 2-3 мм газовым резаком, зачистить пневмоинструментом место установки. При приварке поперечного набора, сначала привариваю притыки поперечного и продольного набора между собой.
Таблица 17 – Постановка электроприхваток
|
Характеристики электроприхваток. |
Значения |
|
Длина, мм Расстояния между электроприхватками, мм Высота и ширина в стыковых соединениях без скоса кромок, мм Катет в тавровых соединениях, мм |
20 – 25 250 – 300 не более размеров усиления сварного шва. 5 |
|
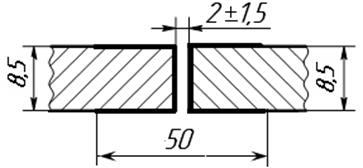
Рисунок 2 -Элементы подготовки кромок под сварку ГОСТ8713-79 С4
Рисунок 3 –Элементы сварного шва ГОСТ8713-79 С4.
|
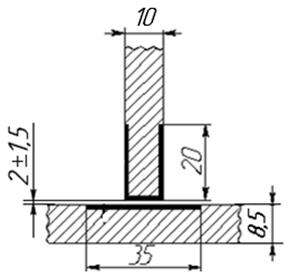
Рисунок 4 -Элементы подготовки кромок под сварку ГОСТ8713-79 Т3.
|
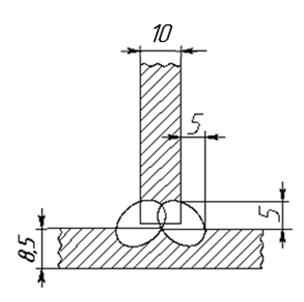
Рисунок 5 – Элементы сварного шва ГОСТ8713-79 Т3
|
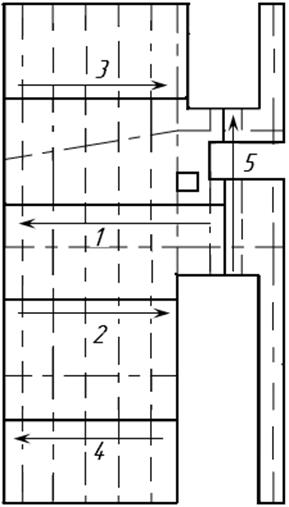
Рисунок 6 – Направление и последовательность сварных швов при сварке твиндека в районе 55-43 шп.
2.9 Технологический процесс
Технологический процесс сварки и сборки секции твиндека в районе 35-43 шп ПрБ выполняют в табличной форме. технологический процесс приведён в таблице 18
Таблица 18 - Технологический процесс сборки и сварки
|
Наименование операции |
Профессия |
Разряд |
Нормы времени |
Расценка |
|
1 |
2 |
3 |
4 |
5 |
|
Узел 1. Сборка и сварка настила твиндека. 1.1. Подать листы полотна твиндека на электромагнитный стенд. 1.2. Зачистить пневмоинструментом прилегающие кромки. 1.3.Состыковать листы согласно чертежу и установить выводные планки. 1.4. Прихватить листы между собой электродами марки УОНИИ 13/55 , d = 4 мм, Iсв = 140 А. 1.5.Зачистить прихватки пневмо-инструментом. 1.6. Сдать сборку ОТК под сварку. 1.7. Заварить стыки и пазы с обратным формированием сварного шва автоматической сваркой под слоем флюса ОСЦ-45 Автомат АДФ-1004. dэл = 4 мм; Iсв = 770 А; Uд = 36 В. 1.8. Зачистить сварку шва от шлака. 1.9. Сдать сварку ОТК. |
такелажник сборщик сборщик сборщик сборщик мастер сварщик сборщик мастер |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.