где Тпл – температура плавления металла, °С.
То – температура, при которой металл теряет упругие свойства, °С.
l - коэффициент теплопроводности, Дж/см 2 *К.
С – удельная теплоемкость, Дж/(кг*к).
Е – модуль нормальной упругости, Н/м 2 (кг*с/см 2).
|
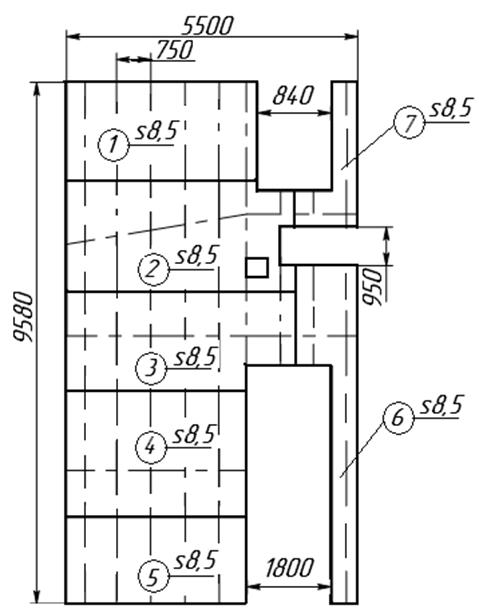
Рисунок 1- Твиндек в районе 35-43 шп. Пр.Б. Секция 13Х1
2 Технологическая часть
2.1 Изменение технологического процесса
В связи с увеличением годовой программы выпуска считаю целесообразным заменить сборку и сварку тавровых балок по заводскому технологическому процессу стенде на сборку и сварку в кондукторе. Ручную дуговую сварку тавровых узлов – на автоматическую сварку под слоем флюса, ручную дуговую приварку ребер жесткости, шпангоутов, деталей россыпи – на механизированную сварку в среде углекислого газа. Автоматическую двустороннюю сварку под флюсом, ручную дуговую сварку с кантовкой листов твиндека на одностороннюю сварку на электромагнитном стенде.
2.2 Выбор и обоснование способов сварки
Для постановки прихваток при сборке конструкции выбираю ручную дуговую сварку, так как для данного вида работ применение этого способа считаю наиболее целесообразным. Преимуществом этого способа является простота в обращении. Отличительной особенностью универсальность и маневренность. Основной недостаток – малая производительность. Сущность заключается в том, что источником тепла служит дуговой разряд между электродом и изделием. Под действием тепла дуги плавятся кромки соединяемых деталей и электрод, который служит присадочным металлом. Расплавленное покрытие в виде шлака всплывает над жидким металлом, защищая его от окружающей среды.
Для выполнения коротких швов положении выбираю механизированную сварку в среде СО2. Защитные газы обеспечивают высокое качество сварных соединений. Сварка может производиться во всех пространственных положениях. Применима практически к любому сплаву, из которого созданы сварные конструкции. Сущность заключается в том, что дуга возбуждается и горит между изделием и проволокой. Зона сварки защищается инертными или активными газами.
Для сварки швов большой протяженностью выбираю автоматическую сварку под слоем флюса, где малый вылет электрода позволяет на много повысить плотность тока. Повышает производительность и постоянство качества. Отпадает необходимость в разделке кромок на металле большой толщины. Достаточно толстый слой флюса( до 60 мм), засыпаемого в зону сварки расплавляется только на 30%, делает дугу невидимой и обеспечивает хорошую защиту расплавленного металла от вредного влияния окружающей среды, стабильность процесса, небольшие потери на удар и разбрызгивание. Сущность в том, что дуга возбуждается и горит между изделием и концом электродной проволоки, которая автоматически подается в зону дуги, поддерживая заданное напряжение на дуге. Под действием тепла дуги кромки свариваемых деталей, проволока и часть флюса расплавляются. Недостатки: производится только в нижнем положении и «в лодочку», дорогостоящие оборудование, большой расход энергии.
2.3 Выбор и обоснование рода тока и полярности
Для ручной дуговой сварки выбираю постоянный ток обратной полярности, так как при этом токе швы получаются плотные, бес пористые, герметичные и по структуре соответствуют спокойной стали.
Для механизированной сварки в среде СО2 выбираю постоянный ток обратной полярности, так как при прямой полярности процесс сварки характеризуется большим разбрызгиванием даже при сварке значительно меньшими токами. Это приводит к уменьшению глубины провара. Хотя коэффициент плавления электродной проволоки при сварке на обратной полярности в 1,5-1,8 раза меньше, чем при сварке на прямой полярности, это преимущество в большинстве случаев не удается использовать, так как при сварке на прямой полярности ширина шва значительно меньше, а высота выпуклости больше, чем при сварке на обратной полярности. Кроме того сварка на прямой полярности характеризуется увеличением окисления элементов и повышением склонности шва к образованию пор.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.