
The torsion moment is calculated by the following formula:

2.8 Planning of drilling operation
During this operation the machining
of 6 holes Ø4.5Н12 (+0,120); Rz = 20 ![]() is performed (fig 2.4).
is performed (fig 2.4).
fig.2.4
2.8.1 Selection of a drilling tool
It was selected the twist drill that has the diameter D<7mm. It is produced from the high-speed steel P9M4K8.
The sketch of twist drill with cylindrical shank and an angle taper 1:50 is shown at the fig 2.5
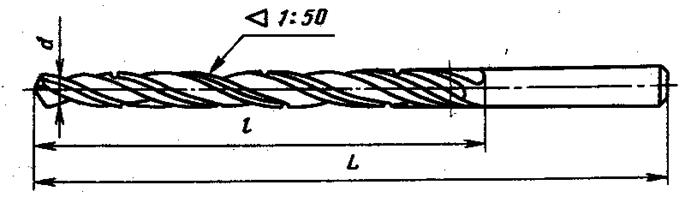
fig 2.5
The drill diameter d=4.5mm;
The length of working part in the drill l=10mm;
The drill length L=20mm.
2.7.3 The calculation of cutting process parameters
Calculate of the cutting process for surface # 6 is the following:
The nominal allowance for machining according table #2.2 is following
t = 2.25 mm.
The feed will be selected with the
help of diagram 14 [10, p.268]. It depends on the required roughness of
machining and the radius of the cutter top. This surface is performed with Rz =
40 ![]() and radius R = 1mm, thus the feed is equal to S = 0,07
mm/rev.
and radius R = 1mm, thus the feed is equal to S = 0,07
mm/rev.
The cutting velocity will be calculated as following:
 , (2.17)
, (2.17)

where T=6 min; ![]() =1.07
=1.07
The correction factor КNV is defined from the table [10,p.261, table.1], this factor takes into account the influence of the physical and mechanical properties of the machined material, so КNV=1.1
The correction factor KTV takes into the account the influence of the drilling tool. The twist drill is produced from the high speed steel, so KTV = 0.9.
The correction factor КEV takes into account the depth of machined hole is defined from the table 31[10,p.280], КEV= 1,0.
КV=КNV*КEV*КTV (2.18)
Thus КV=0.9*1.1*1=0.99.
The axial force that exists when the cutting can be calculated by the following formula:
![]() (2.19)
(2.19)
Thus, ![]()
The torsion moment is calculated by the following formula:
![]() (2.20)
(2.20)
![]()
The power of spindle lathe is calculated by the following formula:
 (2.21)
(2.21)
 (2.22)
(2.22)
The rotational frequency of lathe spindle is calculated by the following formula:
 (2.23)
(2.23)
2.7.4 Selection of the equipment
We selected the vertical, drilling lathe 2H106П according to the blank value and the hole’s diameter. The main characteristics of this lathe are the following:
The
conventional ![]() of drilling in steel is 6mm;
of drilling in steel is 6mm;
The number of spindle velocity 7;
The frequency rotation of spindle 1000; 1410 1988; 2803; 3952; 5573; 7858;
The spindle feed is manual;
The power of electric motor transmission of main movement is 0.4 kW.
The rotational frequency of lathe
spindle  is selected in the lathe passport. If we have the
other value of rotational frequency we are to recalculate
is selected in the lathe passport. If we have the
other value of rotational frequency we are to recalculate ![]() ,
, ![]() ,
,![]() .
.
So, the actual cutting velocity is defined by the following formula:
 (2.24)
(2.24)

The torsion moment is calculated by the following formula:
![]()
The axial force is the same:
![]()
2.9.Conclusion.
As a result manufacturing process plan of single producing of seat valve was developed, the method of obtaining the blank is a bar - stock .
It was determined enough machining stages number, performed a plan of machining, calculated allowances for mechanical machining, of a part.
Now I can say that I know a little bit about manufacturing process.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.