To develop manufacturing plan of a valve seat used as an area of bearing in the pump and for making a hermiticity . To calculate the number of manufacturing steps for preliminary manufacturing plan. To determine the allowances for machining and operational dimensions. To develop the manufacturing dimensional chains.
Initial data: material of a part – Steel 40CrN, blank –a bar-stock, type of production – small-batch.
Valve seat is used as an area of bearing in the pump and for making a hermiticity
Taking into account working conditions of a valve seat, structural Steel 40CrN according to the GOST 4543-71 is chosen.
Mechanical characteristics of a material in a normalized condition
Taking into account part operational conditions, we accept the following part material STEEL 40CrN at GOST 4543-71. This steel provides the following properties: stability to the attack by corrosion, long operation term.
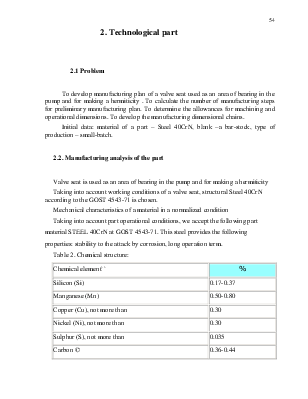
Table 2. Chemical structure:
|
Chemical element`` |
% |
|
Silicon (Si) |
0.17-0.37 |
|
Manganese (Mn) |
0.50-0.80 |
|
Copper (Cu), not more than |
0.30 |
|
Nickel (Ni), not more than |
0.30 |
|
Sulphur (S), not more than |
0.035 |
|
Carbon © |
0.36-0.44 |
|
Phosphorus (P), not more |
0.035 |
|
Chrome (Cr) |
0.80-1.10 |
Steel 40CrN (XH) has such mechanical and technological properties:
ultimate
point![]() MPa;
MPa;
yield
point![]() МPа;
МPа;
operational temperature 1200С
hardness HB 162-168
difficult weld ability, weld method — slag welding, manual arc welding. It’s necessary to provide heating.
All surfaces of the part are accessible for the approach of a cutting tool.
There are some part’s surfaces being the most responsible. They are produced with class of accuracy class like: 7, 8, 9 and have roughness (Rz) that are equal to 10, 2.5 micron.
In selecting a blank the maintenance of the given quality of a manufactured part at minimum costs is the key element. Blank selection criteria are: material of a part, configuration and size of a part, service conditions of a part.
Manufacturing processes of obtaining blanks are determined by manufacturing performances of material, design shapes and sizes of a part.
Taking into account part’s destination and working conditions, its configuration, properties of a material and type of production it is expediently to select a blank as a bar-stock. Material is Steel 40CrN.
Manufacturing assessment is carried out using quality and quantity indicators.
The following ratios can serve as quantity indicators of manufacturing assessment of a detail:
Тср – average accuracy class of machining;
Km – accuracy ratio;
Кш – roughness ratio;
1. Manufacturing level on machining accuracy:
 ,
,
where ![]() – average accuracy class of a part machining determined by
the formula:
– average accuracy class of a part machining determined by
the formula:
 , (2.1)
, (2.1)
where ![]() – number of the sizes of a relevant
accuracy class;
– number of the sizes of a relevant
accuracy class;
![]() –
construction accuracy class.
–
construction accuracy class.
 .
.
Then
 .
.
Thus, by accuracy criterion the part construction is manufacturability.
2. Manufacturing level on surface roughness:
 ,
,
where ![]() – average surface roughness of a part
determined by the formula:
– average surface roughness of a part
determined by the formula:
 , (2.2)
, (2.2)
where ![]() – number of surfaces of the relevant
roughness;
– number of surfaces of the relevant
roughness;
![]() –
construction accuracy
class.
–
construction accuracy
class.
 .
.
Then
Therefore, by roughness criterion the detail’s construction is manufacturability.
At designing a route of the manufacturing process it is necessary to develop the graphical machining plan of the blank, indicating machining surfaces for each operation, methods of their machining and performance of accuracy, the scheme of datum and locating, a type of equipment. Given characteristics of dimensions accuracy, shape and surface quality allow to determine required quantity and types of machining. In our case it is necessary to provide 9,8,7 accuracy classes and for unspecified dimensions is provide 12 accuracy class.
Development includes description of manufacturing process, selection and substantiation of manufacturing datums, development of preliminary plan of manufacturing process.
Some basic requirements for selection of datums:
1. Reliability of clamping of work piece, especially in the 1st operation.
2. Rough datum should be used only one time.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.