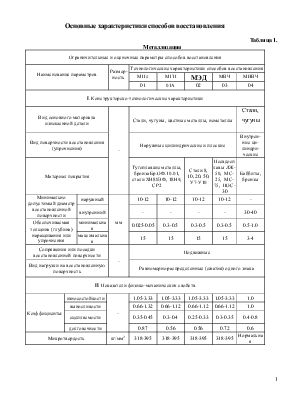
Основные характеристики способов восстановления
Таблица 1.
|
Ограничительные и оценочные параметры способов восстановления |
|||||||||
|
Наименование параметров |
Размерность |
Технологические характеристики способов восстановления |
|||||||
|
МПл |
МГП |
МЭД |
МВЧ |
МИВЧ |
|||||
|
01 |
01А |
02 |
03 |
04 |
|||||
|
I. Конструкторско-технологические характеристики |
|||||||||
|
Вид основного материала изношенной детали |
- |
Стали, чугуны, цветные металлы, неметаллы |
Стали, чугуны |
||||||
|
Вид поверхности восстановления (упрочнения) |
Наружные цилиндрические и плоские |
Внутренние цилиндрические |
|||||||
|
Материал покрытия |
Тугоплавкие металлы, бронза Бр.ОФ.10.01, стали ХН80ЭФ, 18Н9, СР2 |
Стали 8, 10, 20, 50, У7-У10 |
Псевдосплавы ЛЖ-50, МС-25, МС-75, ПОС-30 |
Баббиты, бронзы |
|||||
|
Минимально допустимый диаметр восстановленной поверхности |
наружный |
мм |
10-12 |
10-12 |
10-12 |
10-12 |
- |
||
|
внутренний |
- |
- |
- |
- |
30-40 |
||||
|
Обеспечиваемая толщина (глубина) наращивания или упрочнения |
минимальная |
0.025-0.05 |
0.3-0.5 |
0.3-0.5 |
0.3-0.5 |
0.5-1.0 |
|||
|
максимальная |
15 |
15 |
15 |
15 |
3-4 |
||||
|
Сопряжения или посадки восстановленной поверхности |
- |
Подвижные |
|||||||
|
Вид нагрузки на восстановленную поверхность |
Равномерно распределенные (сжатия) одного знака |
||||||||
|
II. Показатели физико-механических свойств |
|||||||||
|
Коэффициенты: |
износостойкости |
- |
1.05-3.33 |
1.05-3.33 |
1.05-3.33 |
1.05-3.33 |
1.0 |
||
|
выносливости |
0.66-1.32 |
0.66-1.12 |
0.66-1.12 |
0.66-1.12 |
1.0 |
||||
|
сцепляемости |
0.35-0.45 |
0.3-0.4 |
0.25-0.33 |
0.3-0.35 |
0.4-0.8 |
||||
|
долговечности |
0.87 |
0.56 |
0.56 |
0.72 |
0.6 |
||||
|
Микротвердость |
кг/мм2 |
318-395 |
318-395 |
318-395 |
318-395 |
Нормальная |
|||
Окончание табл. 1.
|
III. Технико-экономические показатели |
|||||||
|
Удельный расход материала |
кг/м2 |
16-24 |
16-24 |
16-24 |
16-24 |
19-25 |
|
|
Удельная трудоемкость: |
наращивания |
норм-ч/м2 |
2.7-4.0 |
2.7-4.0 |
2.7-4.0 |
2.7-4.0 |
10-13 |
|
подготовительно-заключительная обработка |
20 |
20 |
20 |
20 |
20 |
||
|
суммарная |
22.7-24.0 |
22.7-24.0 |
22.7-24.0 |
22.7-24.0 |
30-33 |
||
|
Коэффициент производительности процесса |
- |
1.35-1.61 |
1.35-1.61 |
1.35-1.61 |
1.35-1.61 |
0.08-0.17 |
|
|
Удельная себестоимость восстановления |
руб./м2 |
40.7-48.1 |
40.7-48.1 |
40.7-48.1 |
40.7-48.1 |
56.1-69.6 |
|
|
Показатель технико-экономической оценки |
руб./м2 |
46.8-55.3 |
46.8-55.3 |
78.7-85.9 |
56.5-66.8 |
43.5-116 |
|
|
Удельная энергоемкость |
кВт-ч/м2 |
117-175 |
117-175 |
117-175 |
117-175 |
117-175 |
|
|
IV. Прочие характеристики |
|||||||
|
Детали-представители, рекомендуемые для восстановления |
Станины, подшипники скольжения, тела вращения (коленчатые валы, валы коробок передач, механизмов подачи и т.п.) |
||||||
|
Недостатки способа восстановления |
Низкая прочность сцепления, сложность механической подготовКи поверхности под нанесение покрытия, хрупкость покрытия |
||||||
|
Примечание: |
01, МПл - металлизация плазменная; 01А, МГП – металлизация газопламенная; 02, МЭД - металлизация электродуговая; 03, МВЧ - металлизация высокочастотная; 04, МИВЧ - металлизация индукционная. |
||||||
Таблица 2.
Ручная и механизированная сварка под слоем флюса
|
Ограничительные и оценочные параметры способов восстановления |
|||||||||||
|
Наименование параметров |
Размерность |
Технические характеристики способов восстановления |
|||||||||
|
НРэ |
НРг |
НРад |
НСФпл |
НСФкер |
НСФтмо |
НСФпп |
НСФлп |
||||
|
05 |
06 |
07 |
08 |
09 |
09А |
09Б |
09В |
||||
|
I. Конструкторско-технологические характеристики |
|||||||||||
|
Вид основного материала изношенной детали |
- |
СЧ, КЧ, спл. ст. |
СЧ,КЧ, цвет. мет.,ст. тонколист. |
Сг., чуг., сил. |
Стали малоуглеродистые, среднеуглеродистые, легированные |
||||||
|
Вид поверхности восстановления (упрочнения) |
Наруж. и внутр. Цилиндрич., плоские |
Наруж. и внутр. цилин., наружн. наружн. плоск., наруж. шлицевые |
Наруж. цилин. |
Наруж. и внутр. цилиндрич., |
|||||||
|
наруж. плоск., наруж. шлицев |
|||||||||||
|
Материал покрытия |
Стали, чугун, цвет метал |
Твер. сплав |
Стали, цвет метал., спл. |
Сварочные проволоки Св-(2.8-10)Г, Св-(18-30) ХГС-1, Св-(1-2)ХВ, Св-ОХ18Н9 и др., порошков, пров., элект. лента, чугун, лента |
|||||||
|
Минимально допустимый диаметр восстановленной поверхности |
наружный |
мм |
40-50 |
10-12 |
10-12 |
44-55 |
44-55 |
44-55 |
44-55 |
44-55 |
|
|
внутренний |
120 |
120 |
120 |
250 |
250 |
250 |
250 |
250 |
|||
|
Обеспечиваемая толщина (глубина) наращивания или упрочнения |
минимальная |
1.5 |
0.5 |
1.5-2.0 |
1.5-2.0 |
1.5-2.0 |
1.5-2.0 |
1.5-2.0 |
1.5-2.0 |
||
|
максимальная |
5-6 |
3-4 |
4-5 |
3-4 |
3-4 |
3-4 |
3-4 |
3-4 |
|||
|
Сопряжения и посадки восстановленной поверхности |
- |
- |
- |
- |
Подвижные и неподвижные |
||||||
|
Вид нагрузки на восстановленную поверхность |
Все виды, кроме знакоперем. |
- |
- |
Все виды |
|||||||
|
II. Показатели физико-механических свойств |
|||||||||||
|
Коэффициенты: |
износостойкости |
- |
0.7 |
1-3 |
0.7 |
0.91 |
0.95 |
1.35-1.8 |
0.92-0.03 |
1.5-2.0 |
|
|
выносливости |
0.6 |
0.7-0.8 |
0.7 |
0.6-0.4 |
0.85 |
1.2-1.5 |
0.85 |
0.85-0.88 |
|||
|
сцепляемости |
1.0 |
1.0 |
1.0 |
1.0 |
1.0 |
1.0 |
1.0 |
1.0 |
|||
|
долговечности |
0.42 |
0.49 |
0.48 |
0.79 |
0.81 |
1.62-2.7 |
0.8-0.82 |
1.27-1.76 |
|||
|
Микротвердость |
кг/мм2 |
200 |
200-600 |
250 |
400-600 |
500-600 |
600-800 |
560-800 |
600-750 |
||
Окончание табл. 2.
|
III. Технико-экономические показатели |
|||||||||||
|
Удельный расход материала |
кг/м2 |
48-57 |
38-51 |
36 |
38-51 |
39-52 |
38-52 |
39-60 |
38-48 |
||
|
Удельная трудоемкость: |
наращивания |
норм-ч/м2 |
20.6-28.6 |
27 |
19.4 |
11.3-14.0 |
11.3-14.0 |
11.3-14.0 |
11.3-14.0 |
11.3-14.0 |
|
|
подготовительно-заключительная обработка |
10 |
10 |
10 |
10 |
10 |
11 |
10 |
10 |
|||
|
суммарная |
30.6-38.6 |
37 |
29.4 |
21.3-24.0 |
21.3-24.0 |
22.3-25.0 |
21.3-24.0 |
21.3-24.0 |
|||
|
Коэффициент производительности процесса |
- |
1.0 |
0.83-1.04 |
1.04-1.31 |
1.41-1.61 |
1.41-1.61 |
1.34-1.51 |
1.41-1.61 |
1.41-1.61 |
||
|
Удельная себестоимость восстановления |
руб./м2 |
59.3-84.2 |
74.6-80.4 |
58.9-63.5 |
38.6-47.0 |
38.6-47.0 |
39.6-48.0 |
38.6-47.0 |
38.6-47.0 |
||
|
Показатель технико-экономической оценки |
руб./м2 |
141-200 |
152-164 |
123-132 |
49.0-59.0 |
47.8-58.0 |
17.0-29.6 |
47.0-59.0 |
22.0-37.0 |
||
|
Удельная энергоемкость |
кВт-ч/м2 |
580 |
580 |
520 |
286 |
286 |
286 |
286 |
286 |
||
|
IV. Прочие характеристики |
|||||||||||
|
Детали-представители, рекомендуемые для восстановления |
Корпусные детали, матрицы, пуансоны, тонколистовые детали |
Детали типа валов, катков, втулок, балансирных осей и др. (колен, и распред. валы, оси балансировочных тележек, кривошипы и др.) |
|||||||||
|
Недостатки способа восстановления |
Значительная зона термического влияния, низкая производительность, коробление детали |
Значительная зона термического влияния, остаточные напряжения, снижение усталостной прочности, необходимость последующей термообработки |
|||||||||
|
Примечание: |
05, Нрэ - наплавка ручная электродуговая; 06, Нрг - наплавка ручная газовая; 07, Нрад - наплавка ручная аргонодуговая; 08, НСФпл - наплавка под слоем плавленного флюса; 09, НСФкер - наплавка под слоем керамического флюса; 09А, НСФтмо - наплавка под слоем флюса с термомеханической обработкой; 09Б, НСФпп - наплавка под слоем порошковой проволокой; 09В, НСФлп - наплавка под флюсом легированной проволокой. |
||||||||||
Таблица 3.
|
Ограничительные и оценочные параметры способов восстановления |
|||||||||||||
|
Наименование параметров |
Размерность |
Технологические характеристики способов восстановления рактеристики способов восстановления ^ |
|||||||||||
|
НВД ж |
НВД фл |
НВВВД со2 |
НВД п |
НВД вс |
НВД гж |
НВД пп |
НВД уз |
НВД гэ |
НВД тмо |
||||
|
10 |
10А |
10Б |
11 |
11А |
11Б |
11В |
11Г |
11Д |
11 Е |
||||
|
I. Конструкторско-технологические характеристики |
|||||||||||||
|
Вид основного материала изношенной детали |
- |
Стали всех марок, чугуны |
|||||||||||
|
Вид поверхности восстановления (упрочнения) |
Наружные и внутренние цилиндрические, наружные резьбовые, шлицевые |
||||||||||||
|
Материал покрытия |
Легированные проволоки 19ХС, 50Х9А, ЗОХГСА, 65Г, сварочные проволоки ОВС, ВС, ПК-1, ПК-2, порошковые проволоки ПП-7Х8, ПП-ЗХ2В8, ПП-ЗХ5Г2М-0 |
||||||||||||
|
Минимально допустимый диаметр восстановленной поверхности |
наружный |
мм |
15-18 |
40-50 |
15-18 |
15-18 |
15-18 |
15-18 |
15-18 |
15-18 |
40-45 |
15-18 |
|
|
внутренний |
45 |
45 |
45 |
45 |
45 |
45 |
45 |
45 |
45 |
45 |
|||
|
Обеспечиваемая толщина (глубина) наращивания или упрочнения |
минимальная |
мм |
0.5 |
0.5 |
1.0 |
0.5 |
1.0 |
0.5 |
0.5 |
0.5 |
0.5 |
0.5 |
|
|
максимальная |
3.0 |
4.0 |
3.0 |
3.0 |
3.0 |
3.0 |
4.0 |
3.0 |
3.0 |
3.0 |
|||
|
Сопряжения или посадки восстановленной поверхности |
- |
Подвижные и неподвижные |
|||||||||||
|
Вид нагрузки на восстановленную поверхность |
- |
Все виды, кроме сосредоточенных, знакопеременных |
|||||||||||
|
II. Показатели физико-механических свойств |
|||||||||||||
|
Коэффициенты: |
износостойкости |
- |
0.85 |
0.85 |
1.1-1.15 |
1.41 |
0.85 |
0.85 |
1.46 |
Повышает показатели долговечности на 10-20% |
2.0 |
||
|
выносливости |
0.62 |
0.62 |
0.9 |
0.9 |
0.62 |
0.62 |
1.12-1.17 |
0.95 |
|||||
|
сцепляемости |
0.75 |
0.9 |
0.8 |
0.7 |
0.9 |
0.8 |
0.9 |
0.9 |
|||||
|
долговечности |
0.4 |
0.48 |
0.8-0.83 |
0.89 |
0.48 |
0.42 |
1.4-1.68 |
- |
- |
- |
|||
|
Микротвердость |
кг/мм2 |
225 |
450 |
520 |
225 |
325 |
350 |
450-600 |
300 |
225-600 |
450 |
||
Окончание табл. 3.
|
III. Технико-экономические показатели |
|||||||||||||
|
Удельный расход материала |
кг/м2 |
35-45 |
39-50 |
35-40 |
35-40 |
35-40 |
35-40 |
35-40 |
35-40 |
35-40 |
35-40 |
||
|
Удельная трудоемкость: |
наращивания |
норм-ч/м2 |
11.3-14 |
11.3-14 |
11.3-14 |
11.3-14 |
11.3-14 |
11.3-14 |
8.6 |
12-15 |
4.7 |
12-15 |
|
|
подготовительно-заключительная обработка |
22 |
22 |
22 |
22 |
22 |
22 |
22 |
22 |
22 |
22 |
|||
|
суммарная |
33.3-36 |
33.3-36 |
33.3-36 |
33.3-36 |
33.3-36 |
33.3-36 |
30.6 |
34-27 |
26.7 |
34-27 |
|||
|
Коэффициент производительности процесса |
- |
0.97-1.04 |
0.97-1.04 |
0.97-1.04 |
0.97-1.04 |
0.97-1.04 |
0.97-1.04 |
0.97-1.04 |
0.93- 1.0 |
1.1-1.2 |
0.93-1.0 |
||
|
Удельная себестоимость восстановления |
руб./м2 |
66.5-68 |
68.5-70 |
67-69 |
66.5-68 |
66.5-68 |
66.5-68 |
66.5-68 |
67-69 |
56-59 |
70-72 |
||
|
Показатель технико-экономической оценки |
руб./м2 |
164-170 |
143-146 |
81-86 |
75-77 |
138-142 |
158-162 |
33.8-41 |
30-37 |
- |
41-42 |
||
|
Удельная энергоемкость |
кВт-ч/м2 |
234 |
234 |
234 |
234 |
234 |
234 |
234 |
234 |
234 |
234 |
||
|
IV. Прочие характеристики |
|||||||||||||
|
Детали-представители, рекомендуемые для восстановления |
Цилиндрические детали типа тел вращения, втулки, посадочные места подшипники и др. (шатуны, колен, и распред. валы, шейки чашек дифференциалов, крестовины карданов и др.) |
||||||||||||
|
Недостатки способа восстановления |
Снижение усталостной прочности; наличие пор, раковин и включений; трещины. Неравномерность структуры и твердости по поверхности и глубине нанесенного слоя |
||||||||||||
|
Примечание: |
10, НВДж - наплавка вибродуговая в жидкой среде; 10А, НВДфл – наплавка вибродуговая под слоем флюса; 10Б, НВДсо2- наплавка вибродуговая в среде СО2; 11, НВДп - наплавка вибродуговая в среде пара; 11А, НВДвс -наплавка вибродуговая в воздушной среде; 11Б, НВДгж -вибродуговая наплавка в газожидкостной среде; 11 В, НВДпп - вибродуговая наплавка порошковой проволокой; 11Г, НВДуз - вибродуговая наплавка в ультразвуковом поле; 11Д, НВДгэ - вибродуговая наплавка двухэлектродная; 11Е, НВДтмо - вибродуговая наплавка с термомеханической обработкой. |
||||||||||||
Таблица 4.
|
Ограничительные и оценочные параметры способов восстановления |
||||||||||||||||||
|
Наименование параметров |
Размерность |
Технологические характеристики способов восстановления рактеристики способов восстановления ^ |
||||||||||||||||
|
НЭИ |
НПЭ |
НБМ |
НУГ |
НУГ ох |
НУГ арг |
НУГ фл |
НУГ лэ |
ТДПП |
ЭНП |
|||||||||
|
12 |
12А |
12Б |
13 |
13А |
13Б |
13В |
13Г |
13.1 |
13.2 |
|||||||||
|
I. Конструкторско-технологические характеристики |
||||||||||||||||||
|
Вид основного материала изношенной детали |
- |
Токопроводящие материалы |
Стали |
|||||||||||||||
|
Вид поверхности восстановления (упрочнения) |
Внутр.цил.,плос.боков повер. |
Внутр.цил.,плос.наруж. |
Внутр. цил. |
Наружные и внутр. цилиндрические, наружные плоские |
Наружные цилиндрическ. |
|||||||||||||
|
Материал покрытия |
Вольфрам, Тв. Спл. |
Пров СВ-08 феррохром |
Стал.электрод 1-ЭМ-С70,2-ЭМ-С70,ЭМ-445 |
Свар. пров. Св0.8СГ (ГСА), Св- 1СГС |
Ни-ЗОХГСА |
Лент. злект. из стал. |
Шихта на основе ШХ-15 порошок ПЖ-1м |
Порошок железа |
||||||||||
|
Минимально допустимый диаметр восстановленной поверхности |
наружный |
мм |
- |
- |
- |
10-12 |
- |
10-12 |
40-50 |
40-50 |
5-50 |
30-40 |
||||||
|
внутренний |
15-18 |
60-70 |
130-200 |
45 |
- |
45 |
- |
- |
- |
- |
||||||||
|
Обеспечиваемая толщина (глубина) наращивания или упрочнения |
минимальная |
мм |
Не ограничена |
0.8-1.5 |
0.5 |
1.0 |
1.0 |
1.0 |
1.0 |
0.5 |
||||||||
|
максимальная |
Глуб. упроч. 0.25-0.3 |
1.0 |
0.37-0.42 |
2.0-3.0 |
5.0 |
3.0 |
4.0 |
2-8 |
3.0 |
1.0 |
||||||||
|
Сопряжения или посадки восстановленной поверхности |
- |
Неподвижные |
Подвижные и неподвижные |
Подвижные |
||||||||||||||
|
Вид нагрузки на восстановленную поверхность |
- |
Любые значения |
Равн.распред. |
Все, кроме сосредоточенных и знакопеременных |
Равномерно распределенные |
Контакт. нагрев, значит. |
Равном. расп., незначительные |
|||||||||||
Продолжение табл. 4.
|
II. Показатели физико-механических свойств |
||||||||||||
|
Коэффициенты: |
износостойкости |
- |
3-14 |
1.0-1.5 |
1.3 |
1.3-1.6 |
1.3-1.6 |
1.3-1.6 |
1.55-2.0 |
1.3-1.6 |
1.12-1.23 |
0.9-1.0 |
|
выносливости |
0.9 |
1.0 |
0.9 |
0.7 |
0.7 |
0.85 |
0.7 |
0.85 |
1.0 |
|||
|
сцепляемости |
1.0 |
1.0 |
1.0 |
1.0 |
1.0 |
1.0 |
1.0 |
1.0 |
1.0 |
0.7-0.9 |
||
|
долговечности |
2.7-12.6 |
1.0-1.5 |
1.27 |
0.91-1.1 |
0.91-1.1 |
1.1-1.36 |
1.1-1.4 |
1.1-1.36 |
1.12-1.23 |
0.6-0.9 |
||
|
Микротвердость |
кг/мм2 |
650-800 |
300-500 |
400-490 |
230-260 |
240-260 |
HB= 326-346 |
- |
240-260 |
- |
- |
|
|
III. Технико-экономические показатели |
||||||||||||
|
Удельный расход материала |
кг/м2 |
- |
- |
- |
30-40 |
30-45 |
30-45 |
35-50 |
35-50 |
- |
- |
|
|
Удельная трудоемкость: |
наращивания |
норм-ч/м2 |
8.0-10.5 |
5-7 |
12-15 |
9.8-13.9 |
9.8-13.9 |
7-10 |
3.5-5.0 |
0.9-1.3 |
- |
- |
|
подготовительно-заключительная обработка |
24 |
26 |
22 |
7.5 |
7.5 |
7.5 |
10 |
1.0 |
- |
- |
||
|
суммарная |
32-35 |
31-39 |
34-37 |
17-21 |
17-21 |
14-18 |
13-15 |
1.9-2.3 |
- |
- |
||
|
Коэффициент производительности процесса |
- |
0.7-0.8 |
1.08-1.15 |
0.93-1.0 |
1.77-1.8 |
1.77-1.8 |
1.9-2.3 |
2.2-2.5 |
15-18 |
- |
- |
|
|
Удельная себестоимость восстановления |
руб./м2 |
70.1-79.7 |
50-60 |
60-70 |
31.5-43.8 |
31.5-43.8 |
25-37 |
25-37 |
25-37 |
- |
- |
|
|
Показатель технико-экономической оценки |
руб./м2 |
129.6-147.4 |
33-56 |
47-55 |
28.1-48.0 |
28.1-48.0 |
18-35 |
18 |
3.7 |
- |
- |
|
|
Удельная энергоемкость |
кВт-ч/м2 |
- |
- |
- |
256 |
256 |
256 |
250 |
- |
- |
- |
|
Окончание табл. 4.
|
IV. Прочие характеристики |
|||
|
Детали-представители, рекомендуемые для восстановления |
Корпусные детали (посадочные места под подшипники, пояски и др.) |
Прямозубые шестерни коробки передач, цилиндр, детали диаметром до 45 мм, биметаллич. детали, компрессоров, оси балансиров, тонколистовые детали |
Тарелки толкателей, бойки коромысел клапанов, кулачки распред. вал.; опоры |
|
Недостатки способа восстановления |
Малая толщина упрочнения, низкая производительность, снижение усталостной прочности |
Низкая твердость, значительная зона термического влияния, снижение усталостной прочности, неравномерность шва |
|
|
Примечание: |
12, НЭИ - микронаплавка электроимпульсная; 12А. НПЭ - микронаплавка пучком электродов; 12Б, НБМ - микронаплавка биметаллическим электродом; 13, НУГ - наплавка в среде углекислого газа без охлаждения; 13А, НУГох - наплавка в среде углекислого газа с охлаждением; 13Б, НУГарг - наплавка в среде углекислого газа с добавлением аргона; 13В, НУГфл - наплавка в среде углекислого газа под флюсом; 13Г, НУГлэ - наплавка в среде углекислого газа ленточным электродом; 13.1, ТДПП - припекание порошков термодиффузионное; 13.2, ЭНП -электронапекание. |
||
Таблица 5.
|
Ограничительные и оценочные.параметры способов восстановления |
|||||||||
|
Наименование параметров |
Размерность |
Технические характеристики способов восстановления |
|||||||
|
ХР |
ХРср |
ХРппол |
ХРлег |
ХРхэ |
ХРуз |
ХРстр |
|||
|
14 |
14А |
14Б |
14В |
14Г |
14Д |
14Е |
|||
|
I. Конструкторско-технологические характеристики |
|||||||||
|
Вид основного материала изношенной детали |
- |
Стали, чугуны, электропроводящие материалы |
|||||||
|
Вид поверхности восстановления (упрочнения) |
Наружные и внутренние цилиндрические и конические |
||||||||
|
Материал покрытия |
Чистый хром, хром с легированными присадками молибдена |
||||||||
|
Минимально допустимый диаметр восстановленной поверхности |
наружный |
мм |
|||||||
|
внутренний |
- |
- |
40 |
- |
60 |
- |
- |
||
|
Обеспечиваемая толщина (глубина) наращивания или упрочнения |
минимальная |
мм |
Не ограничен |
||||||
|
максимальная |
1.0 |
1.0 |
- |
0.3-1.0 |
- |
- |
1.0 |
||
|
Сопряжения или посадки восстановленной поверхности |
- |
Подвижные |
Неподвижные |
Подвижные |
|||||
|
II. Показатели физико-механических свойств |
|||||||||
|
Коэффициенты: |
износостойкости |
- |
1.67 |
1.8-4.65 |
2.0 |
2.0 |
1.3 |
- |
1.67 |
|
выносливости |
0.55 |
0.88 |
0.7 |
1.0 |
0.8 |
- |
0.95 |
||
|
сцепляемости |
0.9 |
1.0 |
0.9 |
0.9 |
0.9 |
- |
1.5 |
||
|
долговечности |
0.92 |
1.58-4.0 |
0.26 |
1.8 |
0.93 |
- |
1.5 |
||
|
Микротвердость |
кг/мм2 |
800-1200 |
880-1320 |
880-1300 |
800-1200 |
1200 |
950 |
800-1200 |
|
Окончание табл. 5.
|
III. Технико-экономические показатели |
|||||||||
|
Удельный расход материала |
кг/м2 |
21 |
21 |
21 |
21 |
21 |
21 |
21 |
|
|
Удельная трудоемкость: |
наращивания |
норм-ч/м2 |
56-113 |
28-45 |
18.7-38 |
47-92 |
18.7-38 |
28-55 |
22.5-45 |
|
подготовительно-заключительная обработка |
16.2 |
16.2 |
16.2 |
16.2 |
16.2 |
16.2 |
16.2 |
||
|
суммарная |
72.2-129.2 |
44.2-61.2 |
35.2-54.2 |
63.2-108.2 |
35.2-54.2 |
44.2-71.2 |
39.2-61.2 |
||
|
Коэффициент производительности процесса |
- |
0.22-0.32 |
0.48-0.53 |
0.66-0.96 |
0.31-0.54 |
0.66-0.9 |
0.48-0.77 |
0.48-0.59 |
|
|
Удельная себестоимость восстановления |
руб./м2 |
110.7-154.7 |
120-167 |
110-150 |
125-170 |
110-150 |
115-155 |
125-170 |
|
|
Показатель технико-экономической оценки |
руб./м2 |
120-167 |
30-190 |
87-120 |
70-95 |
120-167 |
130-142 |
83-113 |
|
|
Удельная энергоемкость |
кВт-ч/м2 |
324 |
324 |
324 |
324 |
324 |
390 |
324 |
|
|
IV. Прочие характеристики |
|||||||||
|
Детали-представители, рекомендуемые для восстановления |
- |
Возможность автоматизации процесса по заданной программе. Детали, работающие в условиях граничной смазки и больших нагрузок |
|||||||
|
Недостатки способа восстановления |
- |
Снижение усталостной прочности, низкий выход по току, затруднительная механическая обработка. Необходимость тщательной очистки стоков электролитов, их токсичность |
|||||||
|
Примечание: |
14, ХР - хромирование в обычном электролите; 14А, ХРср - хромирование в саморегулирующемся электролите; 14Б, ХРппол - хромирование на токе переменной полярности; 14В, ХРлег - хромирование в электролите | ||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.