4.1 РЕМОНТ ДЕТАЛЕЙ ПЕРЕДНИХ МОСТОВ
1. Балки передних осей
Технологический процесс устранения основных дефектов балок передних осей (детали 120-3001010, 200-3001010, 51-1601010
|
№ операции |
Содержание операции |
Оборудование и приспособления |
Инструменты |
|
|
Дефект 1. Изгиб или скручивание балок передних осей |
||||
|
1 2 |
Действуя гидравлической системой стенда (рис. 134), править балку передней оси в холодном состоянии в вертикальной и горизонтальной плоскостях до устранения изгиба и правильного наклона оси бобышек под шкворень в пределах 8о±30¢ по показаниям прибора стенда. Править бобышки до устранения скручивания по показаниям приборов стенда Нагреть после правки балку передней оси до 450-475о, выдержать в течении часа и охладить на воздухе. Проверить балку на отсутствие трещин |
Электротельфер грузоподъемностью 0,5 т, гидравлический стенд для правки передних осей в холодном состоянии Нагревательная печь, электротельфер грузоподъемностью 0,5 т |
Захват для балок передних мостов автомобилей, комплект инструментов к стенду. Контрольный прибор для предварительной проверки изгиба и скручивания балки Крюк, термические клещи, электромагнитный дефектоскоп, семикратная лупа ЛП1-7 |
|
После правки балка передней оси должна отвечать следующим техническим требованиям: угол наклона оси отверстий в бобышках под шкворни от вертикали должен быть в пределах 8о±30¢ для всех трех марок. Для ЗИЛ-164: ось симметрии площадок крепления рессор должна пересекать центры бобышек под шкворень на концах балки с точностью 1,5 мм; между площадками крепления рессор допускается отклонение тавровой части в середине от оси симметрии в пределах 15 мм.
Для МАЗ-200: оси конических отверстий под шкворень должны лежать в плоскости оси симметрии под балки передней оси с точностью до 1,0 мм; плоскость площадок крепления рессор должна быть перпендикулярна вертикальной плоскости через ось симметрии балки с точностью 0,25 мм на 100 мм и прямолинейна с точностью 0,75 мм; разность расстояний от оси отверстия под шкворень до оси центрирующего отверстия под установочный штифт подкладки рессоры на обоих концах балки не должна превышать 2 мм.
Для ГАЗ-51: оси отверстий под шкворни должны лежать в плоскости, проходящей через ось симметрии детали, и перпендикулярны к площадкам рессор, отклонение должно быть в пределах ±0о20¢; поверхности обеих площадок крепления рессор должны лежать в одной плоскости, отклонения, замеренные на краях площадок, должны быть не более 0,3.
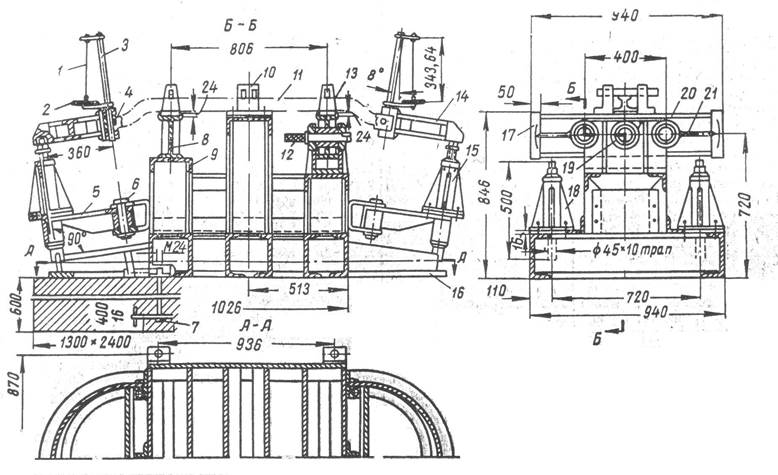
Рис. 134. Сиенд для проверки и правки балки передней оси автомобиля ГАЗ-51:
1 – отвес; 2 – шкала; 3 – стойка; 4 – стпорные штифты; 5 – кронштейн; 6 – ось; 7 – болт; 8 – балка; 9 – станина сборной конструкции; 10 – зажим; 11 – балка передней оси автомобиля; 12 – пальцы; 13 – зажим; 14 – поворотная цапфа; 15 – домкрат; 16 – опора; 17 – шкала; 18 – домкрат; 19 – ось; 20 – балка; 21 - стрелка
|
Дефект 2. Износ цилиндрического (ЗИЛ-164, ГАЗ-51) или конусного (МАЗ-200) отверстия под шкворень балки передней оси до смещения калибра более 1,0 мм |
|||
|
1 2 3 |
Зенкеровать изношенное отверстие в бобышках балки передней оси под шкворень согласно таб. 308, выдержав угол наклона оси отверстия к вертикальной плоскости в соответствии с техническими условиями по чертежу. Развернуть зенкерованное отверстие до диаметра согласно таб.308 под запрессовку ремонтных втулок Запрессовать в развернутое отверстие бобышки ремонтную гильзу размерами согласно табл. 308, совместив (у ЗИЛ-164 и ГАЗ-51) полукруглый паз в гильзе с отверстием в бобышке под стопорный клин шкворня Зенкеровать нижний торец запрессованной
ремонтной втулки и бобышки балки передней оси. Развернуть отверстие во втулке
предварительно с припуском на окончательное развертывание 0,10-0,12 мм на диаметр. Зенкеровать в отверстии фаску 1´45о
(у ЗИЛ-164 и ГАЗ-51). Развернуть окончательно отверстие в запрессованной
втулке в номинальный размер по таб. 308. У МАЗ-200 после запрессовки гильзы
фрезеровать на торце гильзы сферу R= |
Электротельфер грузоподъемностью 0,5 т, радиально-сверлильный станок типа 2А55, для МАЗ-200-2Н57, приспособление для установки балки передней оси на станок под углом 8о15¢ Электротельфер грузоподъемностью 0,25 т, гидравлический пресс 20т ГАРО типа 208 Электротельфер грузоподъемностью 0,5 т, радиально-сверлильный станок типов 2А55, 2Н57, приспособление для сверления отверстий в бобышках балки передней оси, вертикально-фрезеровальный станок типа 6Н11, приспособление для фрезерования сферы на бобышке балки |
Подвеска для балок передних
мостов, быстросменный патрон, переходная втулка, зенкер по размерам, машинная
развертка по размерам, качающаяся оправка для развертки. Нутромер индикаторный
18-35, 35-50 и 50-75 мм, гладкие пробки Æ Подвеска для балок передних осей, подставка под балку передней оси, оправка для запрессовки ремонтных втулок в бобышки передней оси Подвеска для балок передних
мостов, быстросменный патрон, переходная втулка, конусная зенковка по
размерам, качающаяся оправка для развертки, конусная развертка 1:10. Гладкие
пробки Æ |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.

 мм, согласно чертежу по технологическому
процессу устранения дефекта 8 операции 3 ремонта балки передней оси (стр.
662)
мм, согласно чертежу по технологическому
процессу устранения дефекта 8 операции 3 ремонта балки передней оси (стр.
662) и Æ
и Æ мм
мм и Æ
и Æ мм, конусный калибр
1:10, большой диаметр конуса
мм, конусный калибр
1:10, большой диаметр конуса