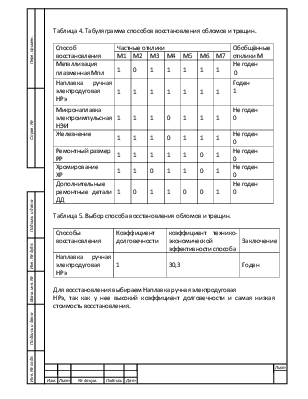
Таблица 4. Табуляграмма способов восстановления обломов и трещин.
|
Способ восстановления |
Частные отклики |
Обобщённые отклики М |
||||||
|
М1 |
М2 |
М3 |
М4 |
М5 |
М6 |
М7 |
||
|
Металлизация плазменная Мпл |
1 |
0 |
1 |
1 |
1 |
1 |
1 |
Не годен 0 |
|
Наплавка ручная электродуговая НРэ |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
Годен 1 |
|
Микронаплавка электроимпульсная НЭИ |
1 |
1 |
1 |
0 |
1 |
1 |
1 |
Не годен 0 |
|
Железнение |
1 |
1 |
1 |
0 |
1 |
1 |
1 |
Не годен 0 |
|
Ремонтный размер РР |
1 |
1 |
1 |
1 |
1 |
0 |
1 |
Не годен 0 |
|
Хромирование ХР |
1 |
1 |
0 |
1 |
1 |
0 |
1 |
Не годен 0 |
|
Дополнительные ремонтные детали ДД |
1 |
0 |
1 |
1 |
0 |
0 |
1 |
Не годен 0 |
Таблица 5. Выбор способа восстановления обломов и трещин.
|
Способы восстановления |
Коэффициент долговечности |
коэффициент технико-экономической эффективности способа |
Заключение |
|
Наплавка ручная электродуговая НРэ |
1 |
30,3 |
Годен |
Для восстановления выбираем Наплавка ручная электродуговая
НРэ, так как у нее высокий коэффициент долговечности и самая низкая стоимость восстановления.
Таблица 11. Выбор способа восстановления поверхностей резьбовых отверстий с метрической и с конической дюймовой резьбой.
|
Способы восстановления |
Коэффициент долговечности |
коэффициент технико-экономической эффективности способа |
Заключение |
|
РР |
1 |
30,3 |
Годен |
|
ХР |
0,92 |
110,7-154,7 |
Не годен |
|
ДД |
0,8 |
41 |
Не годен |
Для восстановления выбираем ремонтный размер, так как у нее высокий коэффициент долговечности и самая низкая стоимость восстановления.
5. Расчёт и обоснование стратегии восстановления ремонтной размерной цепи
Данная размерная цепь определяет зазор между торцевой поверхностью головки болта и внутренней поверхностью крышки подшипника.
Проведем анализ для описанной размерной цепи. Данная размерная цепь является:
- четырехзвенной
- обработка деталей, входящих в нее не представляет особого труда.
Проведем необходимые расчёты:
А1 =16![]()
А2 =5,5![]()
А3=8![]()
Составляем основное уравнение размерной цепи
А0 = А1- (А2+ А3)
Определим номинальный размер замыкающего звена:
А0 = 16-( 5,5+8 ) = 2,5мм.
Допуск замыкающего звена:
![]()
Предельные размеры замыкающего звена:
![]()
![]()
![]()
В данной размерной цепи изнашиваемой деталью является упорная шайба. Рассчитаем дополнительную регулировочную шайбу. Составим дополнительную технологическую размерную цепь для шайбы, она будет трехзвенной состоящей из одного увеличивающего А2, одного уменьшающего А5 и замыкающего звена А4.
Уравнение данной размерной цепи будет следующим:
![]() = А2-А5
= А2-А5
Где А2=5,5![]() ;
;
А5=5![]()
Определим номинальный размер замыкающего звена:
А4= 5,5-5=0,5мм
Допуск замыкающего звена:

![]()
![]()
![]()
Следовательно, чтобы замыкающее звено оставалось
прежним, при износе основной регулировочной шайбы, ставим дополнительную с
размерам ![]() .
.
5.1 Изнашивающиеся детали (поверхности), входящие в размерную цепь
Изнашивающиеся детали (поверхности), входящие в размерную цепь являются: А1 – ротор, А2 – втулка.
5.2 Выбор и обоснование стратегии восстановления ремонтной размерной цепи
В качестве метода восстановления ремонтной размерной цепи выберем метод групповой взаимозаменяемости, так как этот метод применяется при массовых и крупносерийных производствах для малозвенных размерных цепей, что соответствует нашей.
Характеристика: Детали соединяются на сборке без пригонки регулировки. Расчетное значение допуска (Тгр) размера составляющего звена увеличивается в несколько раз до экономичности целесообразного производственного допуска Тi. После изготовления детали рассортировываются по значениям действительных размеров на ряд групп в пределах расчетного допуска. При сборке соединяют детали соответствующих (одинаковых) групп для получения размера замыкающего звена в заданных пределах. Расчет размерной цепи ведется обычно методом максимума – минимума.
6.3 Расчёт режима рассверливания.
Величина врезания:
У = У1 + У2
где У1 - величина врезания инструмента, мм
У2 - выход инструмента при обработке сквозного отверстия, мм
У1
=  , где d - диаметр сверла, мм;
, где d - диаметр сверла, мм;
φ - угол заточки сверла, град. ![]() =116º
=116º
У1 = 0,31∙d
У1 = 0,31∙10,2 = 5.58
У2 = 3∙S
У2 = 3∙0,4= 1,2
У = 1,2 + 5,58 = 6,78
Скорость резания при сверлении, м/мин:
где Cv - постоянный коэффициент, зависящий от качества обрабатываемого материала, материала инструмента и условий работы;
Т - стойкость инструмента в мин машинного времени
D - диаметр отверстия после обработки, мм
zv=0.4
yv=0.5
m=0.2
Частота вращения инструмента, об/мин:
n = V/S
6.4 Расчёт режима хонингования
Штучное время:
tшт = to + tпз.
где to – основное время, мин;
tпз – подготовительно-заключительное время, 7 мин;
Основное время:
to= tо.чер+ tо.чист
Основное время на черновое хонтнгование, мин:
tо.чер.=(1.1∙L∙П)/Sм∙Stx
Основное время на чистовое хонингование, мин:
tо.чист.=(1.4∙L∙П)/Sм∙Stx
где Sм– продольная подача, 2100 мм/мин;
Stx – радиальная подача, 0,0075 мм/ход;
П – припуск, чернового хонингования: 0,06 мм, чистового: 0,02 мм.
tо.чер.=(1.1∙220∙0,06)/(2100∙0,0075)=0,1
tо.чист.=(1.4∙220·0,02)/(2100∙0,0075)=0,04
to= 0,3+0,35=0,65
tшт = 0,14 + 7=7,14
Вывод: выбранное время для реализации восстановления детали, может способствовать наилучшему устранению дефектов (износа).
![]()
Цена восстановленной картера делителя передач:
где КС - коэффициент, учитывающий отчисления на социальные нужды (КС = 1,385);
КМ - расходы на ремонтные материалы всех операций технологического процесса по данному маршруту (КМ = 43 %).
 руб
руб
Цена восстановленной картера делителя передач ЦВ = 27940 руб.
Цена новой шестерни первичного вала делителя передач Цп = 9260 руб.
Подставив в зависимость Цв![]() 0,8∙Цп получим:
0,8∙Цп получим:
16696>9260
Вывод:
Так как 20696>9260, следовательно способ восстановления картера делителя передач не целесообразен и не является пригодным к внедрению на данный вид производства по разработанному маршруту.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.