



2 КОНСТРУКТОРСКИЙ РАЗДЕЛ
2.1 Приспособление для фрезерования поверхностей и сверления
отверстий
2.1.1 Назначение и описание работы приспособления
Приспособление предназначено для фрезерования поверхностей, сверления, зенкерования, развёртывания отверстий в рычаге на операции
020 ‘ Сверлильная с ЧПУ ’. Базирование детали производится в призмах. Приспособление двухместное.
Приспособление состоит из корпуса 1, который устанавливается на столе станка с помощью шпонок 12. На корпусе установлены две опоры 2. На одной опоре крепится призма при помощи болтов 17 и штифтов 23. На другой опоре установлены прижимы 5.
Данное приспособление устанавливается при помощи крана, так как масса приблизительно составляет 45 кг.
Заготовка устанавливается на бобышки 4. Далее заготовку закрепляют прижимом 5 с одной стороны при помощи винта 8. Производят обработку. Установка, снятие, закрепление и открепление осуществляется вручную.
2.1.2 Расчет приспособления на точность
Расчет произведем по методике, изложенной в литературе[7].
Погрешность изготовления приспособления eпр, мм.
eпр![]() d-Кт×
d-Кт×![]() мм.
мм.
где d - допуск выполняемого при обработке размера заготовки, мм,
d=1 мм;
Кт – коэффициент, учитывающий отклонение рассеивания значений соответствующих величин от закона нормального распределения, Кт=1,0…1,2, принимаем Кт=1,0;
Кт1 - коэффициент, учитывающий уменьшение предельного значения погрешности базирования при работе на настроенных станках, Кт1=0,80…0,85, принимаем Кт1=0,85;
eб – погрешность базирования, мм ,
eб= 0, так как базирование происходит в призмах;
eЗ – погрешность закрепления заготовки, мм , eЗ=0,15 мм;
eУ – погрешность установки приспособления на станке, мм,
eУ=mS/L=274×0,05/330 = 0,042 мм,
m – длина обрабатываемой поверхности, мм, m=274 мм;
S – наибольший зазор между направляющими шпонками приспособления и
Т-образным пазом стола станка S=0,18мм ;
L – расстояние между шпонками, мм L=330мм;
eИ – погрешность от изнашивания установочных элементов, мм,
eИ=b×N мм,
где b - постоянная, зависящая от вида установочных элементов и условий контакта, b=0,03;
N – количество контактов заготовки с опорой, N=3000;
eИ=0,03×3000=0,09мм
eП – погрешность от смещения инструмента, мм, eП=0,03 мм;
Кт2 – коэффициент, уточняющий долю погрешности обработки в суммарной погрешности, Кт2=0,2…0,8, принимаем Кт2=0,6;
w - средняя экономическая точность обработки, мм, w=1 мм.
eпр![]() 1-1,0×
1-1,0×![]() =0,4 мм.
=0,4 мм.
Погрешность проектирования меньше половины поля допуска, следовательно, приспособление обеспечивает необходимую точность.
2.1.3 Расчет необходимого усилия зажима
Для определения усилия зажима необходимо узнать силы резания и их взаимодействие с силами зажима. Расчет ведем согласно методике, изложенной в литературе [3, 7].
Главная составляющая силы резания при фрезеровании - окружная сила, Н
 , где Cp – постоянный коэффициент, Cp=825;
, где Cp – постоянный коэффициент, Cp=825;
Kмр – поправочный коэффициент на качество обрабатываемого материала
 ,
,
n – показатель степени, n=1;
σВ – предел прочности материала, МПа ;
x; y; n; q; w - показатели степени влияния соответственно глубины, подачи, ширины фрезерования, диаметра и частоты вращения инструмента на окружную силу: x=1,0; y=0,75; n=1,1; q=1,3; w=0,2;

Радиальная составляющая силы резания, Н
Py=0,4×Pz=0,4×1015=406 H.
Сила резания
Р=![]() Н.
Н.
Для определения нормальной силы реакции опоры N спроецируем все силы, действующие на заготовку, на ось OY
Py-N×cos ![]() =0.
=0.
Угол ![]() определим
определим
![]() =arcsin( Pz/P)=arcsin(406/1093)=22o.
=arcsin( Pz/P)=arcsin(406/1093)=22o.
N=Py/cos![]() =406/0,93=437 H
=406/0,93=437 H
Необходимое усилие зажима
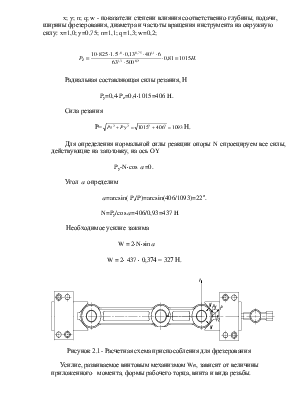
W = 2×N×sin![]()
Усилие, развиваемое винтовым механизмом Wв, зависит от величины приложенного момента, формы рабочего торца, винта и вида резьбы.
Мкр
Wв= ¾¾¾¾¾¾¾¾¾¾¾¾ ,
0,5×tg(a+jпр)×d
откуда:
Мкр = ( 0,5×tg(a+jпр)×d) ×Wв
W = Wв
Форма рабочего торца – сферическая; угол подьёма резьбы а=2030’; угол трения в резьбе φ = 6040’ , номинальный диаметр резьбы d может быть определён по формуле
 , где Q – сила затяжки, W=1,7H
, где Q – сила затяжки, W=1,7H
![]() - допускаемое напряжение при растяжении ,
- допускаемое напряжение при растяжении , ![]() =20 МПа
=20 МПа
С – коэффициент
 ,
,
Принимаем диаметр резьбы М8 следовательно d = D/1,7
d= 8/1,7= 4,7 мм.
Крутящий момент , который нужно приложить к винту для надёжного закрепления заготовки
Мкр = ( 0,5×tg(a+jпр)×4,7) ×108= 41 Н
Определяем усилие приложенное к рукоятке винта
Мкр
P = ¾¾¾¾¾,
L
Где L длина рукоятки, принимаем L=0,3 м
41
P = ¾¾¾¾= 137 Н
0,3
2.1.4 Расчет элементов приспособления на прочность
Для надежного закрепления заготовки в приспособлении рассчитаем резьбу винта (см. рисунок 2.1) на прочность. Расчет ведем по методике, изложенной в литературе [3, 7].
Определим диаметр резьбы. Внутренний диаметр резьбы d1, мм.
d1 мм, где [sР]=70 Н/мм2 – допускаемое напряжение при растяжении
(сжатии) для стали 45 ГОСТ 1050-70.
мм, где [sР]=70 Н/мм2 – допускаемое напряжение при растяжении
(сжатии) для стали 45 ГОСТ 1050-70.
Из конструктивных соображений принимаем винт М8, у которого по ГОСТ 9150-81 d1=6 мм.
Напряжение смятия
![]() см=
см= , где z- число витков
на длине свинчивания
, где z- число витков
на длине свинчивания
z=H/p=24/1=24, где H- длина ввинчивания ,мм;
р- шаг резьбы;
d- наружный диаметр, d=8мм;
d1- внутренний диаметр, d1=6мм;
Км- коэффициент неравномерности нагрузки по виткам резьбы
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.