ДОКЛАД
В соответствии с заданием на дипломное проектирование разработан план проекта участка механического цеха для изготовления деталей типа «Вал-шестерня» с применением станков с ЧПУ. Деталь КЗК-12-0210602 Вал–шестерня входит в узел КЗК-12-0210040, который устанавливается в редуктор конический КЗК-12-0210000 зерноуборочного комбайна КЗС-1218
Вал – шестерня предназначена для передачи вращательного движения в сборочном узле. Наружные цилиндрические поверхности Ø35к6 и Ø35h6 предназначены для запрессовки на них подшипников, которые являются опорой вала в корпусе редуктора. В шпоночный паз шириной 6 мм запрессовывается шпонка, которая служит для передачи крутящего момента от электродвигателя вал – шестерне. На шлицевую поверхность D-6х28h12х34е8х7d10 устанавливается полумуфта, которая служит для передачи крутящего момента другим сборочным единицам.
Вал–шестерня изготавливается из легированной стали 18ХГТ ГОСТ 4543–71 и подвергается термической обработке для повышения твердости и износостойкости детали.
Тип производства базового технологического процесса – среднесерийный. Деталь является достаточно технологичной, при этом коэффициент точности детали КТ=0,92, коэффициент шероховатости КШ= 0,088. Заготовкой является поковка получаемая на горизонтально-ковочной машине (ГКМ). Коэффициент использования материала КИМ=0,45.
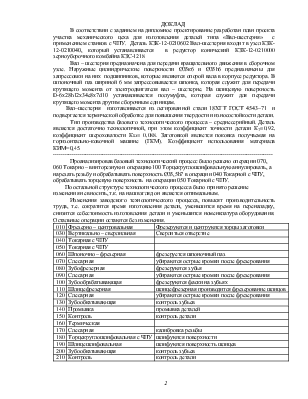
-------------------------------------------------------------------------------------------------------------------Проанализировав базовый технологический процесс было решено операции 070, 060 Токарно – винторезную и операцию 100 Торцекруглошлифовальную аннулировать, а нарезать резьбу и обрабатывать поверхность Ø35,5h7 в операции 040 Токарной с ЧПУ, обрабатывать торцевую поверхность на операции 050 Токарной с ЧПУ.
По остальной структуре технологического процесса было принято решение изменения не вносить, т.к. на наш взгляд он является оптимальным.
Изменения заводского технологического процесса, повысят производительность труда, т.е. сократится время изготовления детали, уменьшится время на переналадку, снизится себестоимость изготовления детали и уменьшится номенклатура оборудования. Остальные операции остаются без изменения.
|
010 |
Фрезерно – центровальная |
Фрезеруются и центруются торцы заготовки |
|
030 |
Вертикально – сверлильная |
Сверлиться отверстие |
|
040 |
Токарная с ЧПУ |
|
|
050 |
Токарная с ЧПУ |
|
|
060 |
Шпоночно – фрезерная |
фрезеруется шпоночный паз |
|
070 |
Слесарная |
убираются острые кромки после фрезерования |
|
080 |
Зубофрезерная |
фрезеруются зубья |
|
090 |
Слесарная |
убираются острые кромки после фрезерования |
|
100 |
Зубообрабатывающая |
фрезеруются фаски на зубьях |
|
110 |
Шлицефрезерная |
шлицефрезерная производится фрезерование шлицов |
|
120 |
Слесарная |
убираются острые кромки после фрезерования |
|
130 |
Зубообкатывающая |
контроль зубьев |
|
140 |
Промывка |
промывка деталей |
|
150 |
Контроль |
контроль детали |
|
160 |
Термическая |
|
|
170 |
Слесарная |
калибровка резьбы |
|
180 |
Торцекруглошлифовальная с ЧПУ |
шлифуются поверхности |
|
190 |
Шлицешлифовальная |
шлифуются поверхность шлицев |
|
200 |
Зубообкатывающая |
контроль зубьев |
|
210 |
Контроль |
контроль детали |
--------------------------------------------------------------------------------------------------------------------Согласно проектируемого технологического процесса, на операции 030 Вертикально – сверлильной, используется специальное сверлильное приспособление с пневматическим зажимом. Приспособление предназначено для сверления, цекования и нарезания резьбы в отверстия на вертикально – сверлильном станке модели 2Н125, для чего в конструкции приспособления предусмотрена откидная кондукторная планка, в которой запрессованы втулки.
В приспособлении одновременно устанавливается одна заготовка по наружной цилиндрической поверхности в призмы.
Для закрепления заготовки в приспособлении необходимо подать воздух в правую полость пневмоцилиндра и в результате возрастающего там давления поршень с штокам сместится влево зажимая при помощи прихвата деталь.
Отжим заготовки осуществляется при подачи воздуха в левую полость пневмоцилиндра в результате чего поршень с штокам смещается вправо освобождая деталь. Для точной установки приспособления на столе станка в нижней части корпуса приспособления запрессованы две шпонки.
В корпусе также предусмотрены две проушины для закрепления приспособления на столе станка с помощью болтов, гаек и шайб.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.