






















































установочные, не подвергающиеся изменениям в процессе
|
|
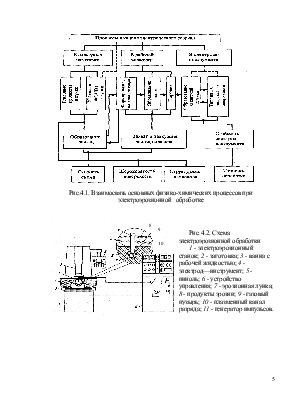
заданной операции (например положение электродов, эрозионный промежуток, проводимость рабочей жидкости и способ ее подачи, полярность включения электродов, форма и длительность импульсов технологического тока, амплитуда поджигающих импульсов напряжения) и оперативные, требующие настройки в процессе обработки в зависимости от условий в рабочей зоне и прямо влияющие на конечные результаты. К оперативным относятся параметры единичных импульсов разрядного тока, пространственно - временное распределение разрядов, расход, температура и диэлектрическая прочность прокачиваемой рабочей жидкости, частота и длительность релаксаций электродов. В зависимости от характера изменения регулируемой величины используют системы программного регулирования, следящие системы и системы автоматической стабилизации.
4.1.3. Режимы электроэрозионной обработки
Режимы электроэрозионной обработки выбираются в соответствии с материалом детали, геометрией обрабатываемой поверхности (глубина, площадь, форма), припуском под обработку, требуемой шероховатостью Rа поверхности детали и допустимой глубиной "измененного слоя, допуском на размеры и допустимым относительным износом электрода - инструмента.
Оптимизация технологического процесса электроэрозионной обработки в общем случае сводится к разбиению припуска на пооперационные переходы и выбору режимов обработки для каждой операции. Сложнопрофильные полости обрабатываются обычно последовательно. Вначале, на этапе предварительной обработки, удаляется основная часть припуска за минимальное время, определяемое допустимым износом электрода-инструмента. Затем, при получистовой обработке, получают заданную точность изготовления и уменьшают высоту неровностей и толщину "измененного" слоя. Целью окончательной обработки или доводки является получение требуемой шероховатости поверхности, при этом износ инструмента несколько менее важен, так как удаляемый слой составляет обычно 0,1-0,3 мм.
Характеристики режимов электроэрозионной обработки приведены в табл. 4.2, а зависимость шероховатости обработанной поверхности от режимов электроэрозии показана в табл.4.3.
Полярность включения электродов зависит от материала электрода - инструмента и изделия, с учетом требуемой шероховатости обработки. При обработке сталей медными электродами используется обратная полярность (электрод-инструмент - анод), при обработке тугоплавких материалов типа вольфрамокобальтовых сплавов, электрод-инструмент - катод, прямая полярность.
В качестве рабочей жидкости при всех видах электроэрозионной обработки используются низкомолекулярные углеводородные жидкости различной вязкости (керосин, трансформаторное масло и т.п., менее вязкие - для чистовых режимов), вода с присадками (для вырезных станков), кремний-органические жидкости или многоатомные спирты.
Характеристика режимов электроэрозионной обработки
Таблица 4.2
|
Режим работы |
Установлен- ная мощность генератора импульсов, кВт |
Длительность импульсов, мС |
Частота, КГц |
Производительность обработки, мм/мин |
шероховатость обработанной поверхности RZ, мкм |
|
Черновой |
3...30 |
10... 10000 |
0,05.. .3 |
100...30000 |
80... 320 |
|
Чистовой |
0,3... 5 |
20...500 |
1...10 |
30... 200 |
20...40 |
|
Доводочный |
1 |
>20 |
<3 |
30 |
0,63. ..2,5 |
Зависимость шероховатости от электрических режимов электроэрозии
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.